
Kobber bus bar
Vi havde været en betroet leverandør af kobberbusstænger i over 10 år. Som en pålidelig leverandør af kobberskinneløsninger tilbyder vi overlegne produkter, der opfylder dine behov for elektrisk strømfordeling.
- Skræddersyede designs i forskellige former, størrelser og tykkelser.
- Teknisk assistance og hurtig prototyping.
- Muligheder for tin-, nikkel- eller sølvbelægning og isoleringsbelægninger.
- Elektrisk og mekanisk test for pålidelighed.
- Effektiv produktion med stort lager til hurtig ekspedition.

Din Premier Copper Bus bar producent og leverandør
Vores fabrik fokuserer på at give kunderne tilpasset kobberskinne med fuld procesgaranti fra løsningsdesign til produktionslevering:
✅ Præcis fremstilling: understøtte enhver specifikationsformet kobberskinnebehandling, yde parameterdesignassistance og hurtig prøveleveringsservice;
✅ Overfladebehandling: valgfri fortinning (oxidationsmodstand)/nikkelplettering (korrosionsbestandighed)/forsølvning (højfrekvent lavmodstand) og andre processer, kontaktmodstanden er reduceret med 25%-40%;
✅ Kvalitetsverifikation: Implementering af ISO 6892 mekanisk styrketest og IEC 60439 elektrisk ydeevnetest.
✅ Agile levering: 10.000 kvadratmeter niveau råvarelager, regelmæssig ordreproduktionscyklus ≤ 5 dage, 48 timer fremskyndet kanal for hasteordrer;
✅ Værdiskabende tjenester: Giver alle typer sekundær bearbejdning: præcisionsskæring (±0,2 mm), tredimensionel bøjning (vinkelnøjagtighed ±0,5°), lasermarkering (korrosionsbestandig markering)
Alle produkter leveres med materialecertifikater, testrapporter og IP-beskyttelsescertifikater, velkommen til at forespørge efter skræddersyede løsninger for at opleve pålideligheden og energieffektiviteten af avancerede elektriske forbindelsessystemer.








-
- Boring og fræsning
-

- Skæring
-

- Bøjning
-

- Stempling
-

- Laserskæring
-

- Svejsning
-

- Medrivende
-

- Beklædning
-

- Afprøvning
-

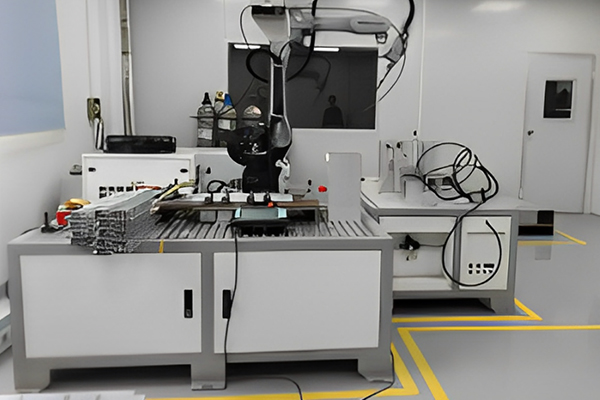
- CNC-værksted 1
-

- CNC værksted 2
-

- CCS produktionslinje
-

- Stemplingsværksted
-
- Lasersvejseværksted
-

- Varmpresseværksted
-

- Magnetisk slibelinje
-

- Ultralyds renselinje
-

- Pulversprøjteværksted
Din professionelle kobber bus bar leverandør
Grundlæggende materialevalgskriterier
I henhold til GB/T 2040-2017-standarden kan industrielle almindeligt anvendte kobbermaterialer opdeles i tre kategorier:
| Materiale type | Punkt | Ledningsevne (MS/m) | Trækstyrke (MPa) | Typiske anvendelsesscenarier |
|---|---|---|---|---|
| Ren kobberplade | T2 | 58 | 250-300 | Hovedkredsløb af lavspændingsfordelingsskab |
| Kobberskinne | TMY | 57.5 | 280-320 | Ny tilslutningsbar til energibatteri |
| Iltfrit kobber | TU1 | 59 | 260-290 | Højfrekvent kredsløbs præcisionsforbindelse |
Udviklingstendenser for specialkobberlegeringer
Som svar på efterspørgslen efter 800V højspændingsplatforme til nye energikøretøjer, har kobber-chrom-zirconium (CuCrZr)-legeringer opnået et gennembrud i elektrisk ledningsevne på 55 MS/m og trækstyrke på 450 MPa[^Industry News]. Den vellykkede anvendelse af denne type materiale i Tesla Supercharger-bunken har reduceret opladningstabet med 2,3 procentpoint.
Analyse af hele processen med avanceret fremstillingsteknologi
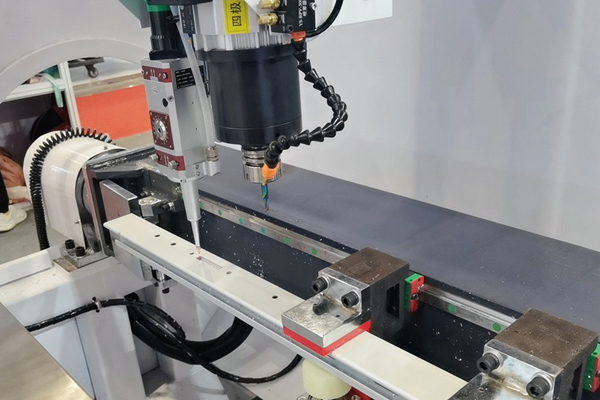
en. Præcisionsbehandling teknologi innovation
Baseret på kravene i GB/T 5585.1-standarden danner moderne kobberrækkebehandling fem kerneteknologier (figur 1):
Præcisionsskæring: laserskæreteknologi for at opnå ± 0,05 mm tolerance sammenlignet med den traditionelle stanse- og skæreproces for at forbedre effektiviteten med 3 gange.
Intelligent bøjning: Anvendelsen af seks-akset robotbøjningssystem kan fuldføre den minimale indre vinkel R = 1,5t (t er tykkelsen af materialet) af den komplekse modellering
Nano-stansning: udvikling af trinformede multistationsstøbeforme, realisering af Φ2mm mikrohulsarraybehandling, hulafstandsnøjagtighed på ±0,1mm.
b. Gennembrud i overfladebehandlingsteknologi
Sammenlign de vigtigste præstationsindikatorer for forskellige pletteringsprocesser:
| Belægningstype | Ledningsevne (%IACS) | Saltspraymodstand (h) | Kontaktmodstand (μΩ) | Omkostningsindeks |
|---|---|---|---|---|
| Bar kobber | 100 | 24 | 18.5 | 1.0 |
| Fortinnet | 78 | 720 | 22.3 | 1.8 |
| Forsølvet | 105 | 2000 | 15.7 | 4.2 |
| Forniklet | 25 | 3000 | 35.6 | 3.5 |
Smart Packaging Solution Innovation
a.Anti-oxidations emballagesystem
Adopter VCI dampfase antirust-teknologi med PE vakuumemballage:
- Iltindholdskontrol <0,1%
- Oprethold luftfugtighed ≤10%RH
- Antioxidant gyldighed forlænges til 3 år.
b. Intelligent sporbarhedssystem
Den integrerede RFID-chip er realiseret i emballagen:
- Produktions batch sporbarhed nøjagtighed op til 100%
- Realtidsovervågning af logistikstatus
- Automatisk docking af lagerstyringssystem
Industriansøgningssager og fordelsanalyse
A. Datacenter power transformation projekt
Efter at have brugt forsølvet kobberskinne i et supercomputercenter, blev effekttabet reduceret med 2,1 kW/maskine:
- Reduceret effekttab med 2,1kW/kabinet.
- De årlige elomkostningsbesparelser oversteg $12.000.
- Systemstabilitet øget til 99.999%.
B.New Energy Vehicle Battery Pack Connection Solution
Innovativ kobber-krom-zirconium-legering-skinneapplikation gør:
- 15% vægtreduktion af batterisystem
- Hurtigopladningseffektiviteten steg med 18
- Cykluslevetiden overstiger 5000 gange
Retning af Fremtidens Teknologiudvikling
a.Superledende kobbermatrixkompositter
Laboratoriestadiet er blevet realiseret:
- Kritisk strømtæthed på 77K temperaturzone 1×10^5 A/cm².
- Mekanisk styrke øget til 580 MPa
b. Grøn fremstillingsproces
Udvikling af elektrolyse-rullende integreret udstyr, der muliggør:
- Energiforbruget er reduceret med 35%.
- Udnyttelsesgraden af kobbermateriale steg til 99,2%.
- Nul spildevandsudledning
Om os Som en ISO 9001:2015 og IATF 16949 certificeret specialiseret producent tilbyder vi:
- 72-timers hurtig prøveservice
- 0,005 mm præcisionsbearbejdningskapacitet
- 12 skræddersyede løsninger til overfladebehandling.
Hvad er belægningen på kobberskinne?
Belægningen på kobberskinne tjener flere væsentlige formål, primært rettet mod at forbedre holdbarhed, ledningsevne og beskyttelse mod korrosion. Her er nogle almindelige belægninger, der bruges på kobberskinne:
Blikbelægning: Fortinning er en almindelig belægning, der bruges til at beskytte kobberskinne mod oxidation og korrosion. Det danner et tyndt lag tin over kobberoverfladen, hvilket forbedrer den elektriske ledningsevne og modstandsdygtigheden over for miljøelementer.

Nikkelbelægning: Nikkelbelægning giver fremragende korrosionsbestandighed og holdbarhed. Det bruges ofte i miljøer, hvor samleskinner udsættes for barske forhold, eller hvor der kræves slidstyrke.

Sølvbelægning: Sølv er kendt for sin overlegne elektriske ledningsevne. Sølvbelagte kobbersamleskinner giver forbedret elektrisk ydeevne, mens de også giver et vist niveau af korrosionsbestandighed.

Fortinnet med Nikkel Undercoat (Tin-Nikkel): Denne kombination giver både nikkels korrosionsbestandighed og tins loddeevne og ledningsevne. Den er velegnet til applikationer, der kræver robust beskyttelse mod korrosion og mekanisk slid.

Epoxy belægninger: Epoxybelægninger påføres kobberskinne for at give isolering og beskyttelse mod fugt og forurenende stoffer. Epoxybelægninger kan forbedre samleskinnens mekaniske styrke og modstandsdygtighed over for barske miljøer.
Hvad indebærer fremstilling af kobberbusstænger?
Som det ledende ledende element i elsystemet bestemmer fremstillingsprocessen af kobberskinne direkte sikkerheden og effektiviteten af elektrisk udstyr. Dette papir er baseret på internationale standarder og industripraksis, kombineret med autoritative data og procesflow, systematisk analyse af nøgleaspekterne af kobberskinnefremstilling, som dækker materialevalg, smeltning og støbning, præcisionsbearbejdning og kvalitetskontrol, og indførelse af elektrisk ledningsevne, trækstyrke og andre tekniske referenceparametre for sammenligningen, som industrien kan levere.
1. Materialevalg: høj renhed og sammensætningskontrol
Kobberbussens ledningsevne er tæt forbundet med renheden. Internationale standarder (GB/T 5231-2022) angiver, at T1-kobberindholdet skal være ≥ 99.95%, mens EU EN 13601-standarden kræver kobberledningsevne ≥ 101% IACS (International Annealed Copper Standard). For eksempel vedtager Shandong Zhongjia New Material Co., Ltd. iltfri kobberproces med kobber- og sølvindhold på over 99.97% og oxygenindhold ≤ 0.001%, hvilket sikrer ledningsevnen så høj som 102% IACS.
Datasammenligning:
| Kobber Type | Kobberindhold | Ledningsevne (IACS) | Gældende standarder |
|---|---|---|---|
| T1 kobber | ≥99.95% | 101% | GB/T 5231 |
| Iltfrit kobber | ≥99.97% | 102% | EN 13601 |
| Almindelig kobber | ≥99.9% | 97%-99% | GB/T 5581 |
2. Smeltning og støbning: vakuummiljø og temperaturkontrol
Smeltetrinet skal afsluttes i en lodret højfrekvent induktionsovn med temperaturen styret til 1140-1160 °C. Trækul dækker smelteovnen (tykkelse 100-150 mm) for at isolere ilt og undgå oxiderede urenheder. Øvre bly kontinuerlig støbeproces vedtager grafitkrystallisator, trækhastighed 500-1500 mm/min, for at sikre, at diameteren af iltfri kobberstænger 20-30 mm, iltindhold <0,001%.
3. Valsning og støbning: præcision og mekanisk egenskabsforbedring
- Varmvalsning og koldvalsning: varmvalsning reducerer kobberstykkets tykkelse til målstørrelsen, og koldvalsning optimerer overfladens fladhed yderligere (ruhed Ra≤1,6μm).
- bukkeproces: lodret bukning tillader bøjningsradius ≥ 2 gange tykkelsen af samleskinnen, flad bøjningsradius ≥ 1,5 gange bredden, for at undgå revner og rynker. Bøjning af samleskinne i flere dele skal opretholde et ensartet mellemrum, fejl ≤ 0,5 mm.
4. Udglødning: stressaflastning og duktilitetsoptimering
Udglødningstemperaturen skal justeres i henhold til kobberets tilstand: blødt kobber (TMY-R) udglødet ved 250-300 ℃, hårdt kobber (TMY-Y) har brug for 350 ℃ for at genoprette duktiliteten. Trækstyrke efter behandling ≥206MPa, forlængelse ≥35%.
5. Overfladebehandling: anti-korrosion og ledende forbedring
- Blikbelægning / tin-beklædning: kontaktflade tintykkelse ≥ 5μm, for at forbedre korrosionsbestandigheden (saltspraytest ≥ 500 timer).
- Isoleringsbehandling: varmekrympbare slanger (f.eks. polyolefinmateriale) spændingsmodstandsniveau ≥ 10kV, tilpasse sig høj temperatur og høj luftfugtighed miljø.
6. Præcisionsbehandling: CNC-teknologi og størrelseskontrol
- Udstansning og boring: Huldiameterfejl ≤ 0,5 mm, affasningsdybde ≤ 0,8 mm, for at undgå grater, der påvirker ledningsevnen.
- Automatiseret skæring: CNC-udstyr sikrer længdetolerance ±1 mm og vinkelafvigelse ≤0,5°.
7. Kvalitetskontrol: fuld-proces test system
- Konduktivitetstest: fire-probe metode bruges til at detektere resistivitet (standardværdi ≤ 0,01777Ω-mm²/m).
- Mekaniske egenskaber: trækstyrketest (hård tilstand kobber ≥275MPa), bøjningstræthedstest (≥5000 cyklusser).
- Udseendeinspektion: ingen ridser og oxiderede pletter på overfladen, planhed ≤ 3 mm/m.

Hvad er de almindelige størrelser af kobberbusstænger?
1. Tykkelse og Bredde
Kobbersamleskinner fås i en række forskellige tykkelses- og breddekombinationer, inklusive almindelige størrelser
- 6mm × 25mm (1/4" × 1"): suitable for small switchboards and low current scenarios.
- 10mm × 50mm (3/8" × 2"): for medium-sized systems with moderate current requirements.
- 25mm × 100mm (1" × 4"): For large industrial systems with high current loads.
- 50mm × 200mm (2" × 8") and above: Designed for heavy industrial equipment and large-scale power distribution.
- Andre tilpassede størrelser: fx 5 mm × 10 mm, 25 × 3 mm, 40 × 4 mm osv.
2. Tværsnitsareal
Tværsnitsarealet påvirker direkte den strømførende kapacitet. Fælles intervaller er som følger
- 50-500mm²: Bolig og lette kommercielle applikationer.
- 500-2000mm²: Industrielle og store kommercielle distributionssystemer.
- 2000mm²: Højstrømsscenarier såsom kraftværker.
- Heat Balance Calculation: It is necessary to consider the ambient temperature, heat dissipation area and resistance (e.g. formula \( R = \\frac))
3. Nominel strøm
- Standardområde: 100A til 2000A
- Højstrømsspecifikation: Specialdesign skinner op til 25.000A (f.eks. optimeret ved parallelkobling af flere grupper eller køling).
- Strømtæthed: Kobberskinne er normalt beregnet til 1,2 A/mm (linjestrøm) eller 1,7 A/mm² (fladestrøm) (med forbehold for temperaturkorrektionsfaktor iht. DIN 43 671).
4. Længde
- Skræddersyede snit: kan skæres til, så de passer til styreskabe eller paneler på forespørgsel (f.eks. 150 mm kort forbindelsesliste eller 5 m lang lige sektion).
5. Tilpasset design
- Form: Ud over rektangulær form kan den tilpasses til L-form, C-form og andre formede sektioner.
- Termisk simuleringsunderstøttelse: matematisk modellering til at analysere steady state temperaturfordeling og kontaktmodstandseffekter.
6. Nøgledesignreferencer
- DIN 43 671: Korrektionsfaktor for justering af omgivelsestemperaturens indvirkning på flowet.
- Termisk dissipationsmodellering: balance mellem tværsnitsareal og overfladeareal til varmeafledning er nøglen

{kind=link}