
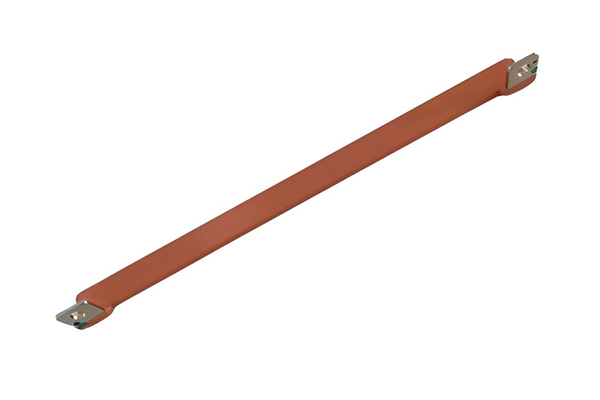
Copper Bus baar
Oleme olnud vasest siinilattide usaldusväärne tarnija üle 10 aasta. Usaldusväärse vasest siinilahenduste pakkujana pakume suurepäraseid tooteid, mis vastavad teie elektrienergia jaotusvajadustele.
- Erineva kuju, suuruse ja paksusega kohandatud kujundused.
- Inseneriabi ja kiire prototüüpimine.
- Tina-, nikkel- või hõbedamise ja isolatsioonikatete valikud.
- Elektriline ja mehaaniline töökindluse testimine.
- Tõhus tootmine suure laovaruga kiireks lähetamiseks.

Teie Premier Copper Bus Bari tootja ja tarnija
Meie tehas keskendub klientidele kohandatud vasest siinide pakkumisele, millel on kogu protsessi garantii alates lahenduse kavandamisest kuni tootmise tarnimiseni:
✅ Täpne tootmine: toetage mis tahes spetsifikatsioonikujulist vasest siini töötlemist, pakkuge abi parameetrite kujundamisel ja proovide kiire kohaletoimetamise teenust;
✅ Pinnatöötlus: valikuline tinatamine (oksüdatsioonikindlus) / nikeldamine (korrosioonikindlus) / hõbetamine (kõrgsageduslik madal takistus) ja muud protsessid, kontakttakistust vähendatakse 25%-40% võrra;
✅ Kvaliteedikontroll: ISO 6892 mehaanilise tugevuse testi ja IEC 60439 elektrilise jõudluse testi rakendamine.
✅ Agiilne kohaletoimetamine: 10 000 ruutmeetri tasemel tooraine ladu, regulaarne tellimuste tootmistsükkel ≤ 5 päeva, 48-tunnine kiirendatud kanal kiireloomuliste tellimuste jaoks;
✅ Lisandväärtusega teenused: pakkuge igat tüüpi sekundaarset töötlemist: täppislõikamine (±0,2 mm), kolmemõõtmeline painutamine (nurga täpsus ±0,5°), lasermärgistus (korrosioonikindel märgistus)
Kõikidel toodetel on materjalisertifikaadid, katsearuanded ja IP-kaitsesertifikaadid. Tere tulemast küsima kohandatud lahendusi, et kogeda tipptasemel elektriühendussüsteemide töökindlust ja energiatõhususe uuendamist.








-
- Puurimine ja freesimine
-

- Lõikamine
-

- Painutamine
-

- Tembeldamine
-

- Laser lõikamine
-

- Keevitamine
-

- Neetimine
-

- Korpus
-

- Testimine
-

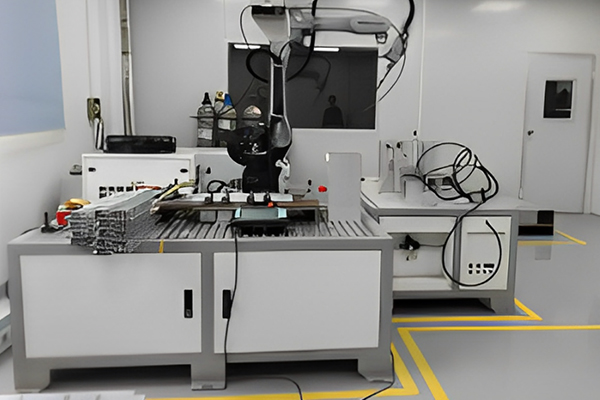
- CNC töökoda 1
-

- CNC töökoda 2
-

- CCS tootmisliin
-

- Tembeldamise töötuba
-
- Laserkeevitustöökoda
-

- Kuumpressimise töötuba
-

- Magnetiline lihvimisliin
-

- Ultraheli puhastusliin
-

- Pulberpihustamise töötuba
Teie professionaalne vasest siinide tarnija
Põhilised materjali valiku kriteeriumid
Vastavalt GB/T 2040-2017 standardile võib tööstuslikult levinud vaskmaterjalid jagada kolme kategooriasse:
| Materjali tüüp | Üksus | Juhtivus (MS/m) | Tõmbetugevus (MPa) | Tüüpilised rakendusstsenaariumid |
|---|---|---|---|---|
| Puhast vasest plaat | T2 | 58 | 250-300 | Madalpinge jaotuskapi põhiahel |
| Vasest siini | TMY | 57.5 | 280-320 | Uus energia aku ühenduslatt |
| Hapnikuvaba vask | TU1 | 59 | 260-290 | Kõrgsagedusahela täppisühendus |
Spetsiaalsed vasesulamite arendamise suundumused
Vastuseks nõudlusele uute energiasõidukite jaoks mõeldud 800 V kõrgepingeplatvormide järele, on vase-kroom-tsirkooniumi (CuCrZr) sulamist siinid saavutanud läbimurde elektrijuhtivuses 55 MS/m ja tõmbetugevuses 450 MPa [^Industry News]. Seda tüüpi materjalide edukas kasutamine Tesla Superchargeri hunnikus on vähendanud laadimiskadu 2,3 protsendipunkti võrra.
Täiustatud tootmistehnoloogia kogu protsessi analüüs
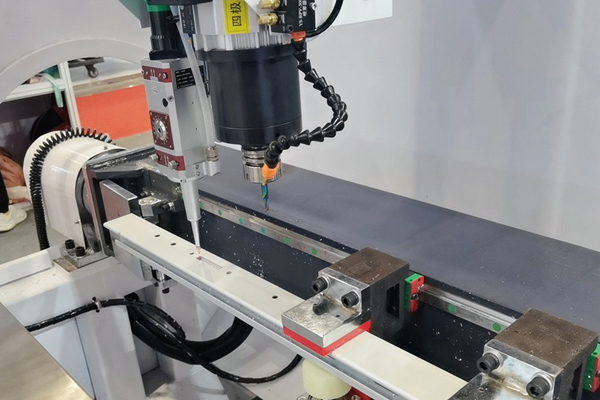
a. Täppistöötlustehnoloogia uuendus
Standardi GB/T 5585.1 nõuete alusel moodustab kaasaegne vaskridade töötlemine viis põhitehnoloogiat (joonis 1):
Täppislõikamine: laserlõikamise tehnoloogia ± 0,05 mm tolerantsi saavutamiseks, võrreldes traditsioonilise mulgustamis- ja lõikamisprotsessiga, et parandada efektiivsust 3 korda.
Intelligentne painutamine: kuueteljelise robotpainutussüsteemi kasutamine võimaldab kompleksse modelleerimise minimaalse sisenurga R = 1,5 t (t on materjali paksus).
Nano-stantsimine: astmeliste mitme jaamaga vormide väljatöötamine, Φ2 mm mikroava massiivi töötlemine, avade vahekauguse täpsus ±0,1 mm.
b. Pinnatöötlustehnoloogia läbimurded
Võrrelge erinevate plaadistusprotsesside peamisi jõudlusnäitajaid:
| Plaadi tüüp | Juhtivus (%IACS) | Soola pihustuskindlus (h) | Kontakttakistus (μΩ) | Kuluindeks |
|---|---|---|---|---|
| Paljas vask | 100 | 24 | 18.5 | 1.0 |
| Tinaga kaetud | 78 | 720 | 22.3 | 1.8 |
| Hõbetatud | 105 | 2000 | 15.7 | 4.2 |
| Nikkeldatud | 25 | 3000 | 35.6 | 3.5 |
Nutikate pakendilahenduste innovatsioon
a.Antioksüdatsioonivastane pakkimissüsteem
Võtke kasutusele VCI aurufaasi roostevastane tehnoloogia PE-vaakumpakendiga:
- Hapnikusisalduse kontroll <0,1%
- Säilitage õhuniiskus ≤10%RH
- Antioksüdantide kehtivusaega pikendatakse 3 aastani.
b.Intelligentne jälgimissüsteem
Integreeritud RFID-kiip on realiseeritud pakendikarbis:
- Tootmispartii jälgitavuse täpsus kuni 100%
- Logistika oleku reaalajas jälgimine
- Laohaldussüsteemi automaatne dokkimine
Tööstuse rakendusjuhtumid ja tulude analüüs
A.Andmekeskuse võimsuse ümberkujundamise projekt
Pärast hõbetatud vasest siini kasutuselevõttu superarvutuskeskuses vähenes võimsuskadu 2,1 kW võrra masina kohta:
- Vähendatud võimsuskadu 2,1 kW/kapp.
- Aastane elektrikulude kokkuhoid ületas $12 000.
- Süsteemi stabiilsus tõusis 99,999%-ni.
B. Uue energiaga sõiduki aku ühendamise lahendus
Uuenduslik vask-kroom-tsirkooniumisulamist siinirakendus teeb:
- 15% akusüsteemi kaalu vähendamine
- Kiire laadimise efektiivsus suurenes 18 võrra
- Tsükli eluiga ületab 5000 korda
Tulevikutehnoloogia arengu suund
a.ülijuhtivad vaskmaatrikskomposiidid
Laboratoorsed etapid on teostatud:
- 77K temperatuurivööndi kriitiline voolutihedus 1×10^5 A/cm².
- Mehaaniline tugevus tõusis 580 MPa-ni
b.Roheline tootmisprotsess
Elektrolüüsi-valtsimise integreeritud seadmete väljatöötamine, mis võimaldab:
- Energiakulu väheneb 35% võrra.
- Vase materjali kasutusmäär tõusis 99,2%-ni.
- Null reovee ärajuhtimist
Meist ISO 9001:2015 ja IATF 16949 sertifitseeritud spetsialiseerunud tootjana pakume:
- 72-tunnine kiire prooviteenus
- 0,005 mm täppistöötlusvõimalus
- 12 kohandatud lahendust pinnatöötluseks.
Mis on vasest siinilattide kate?
Vasest siinide kate täidab mitmeid olulisi eesmärke, mille peamine eesmärk on suurendada vastupidavust, juhtivust ja kaitset korrosiooni eest. Siin on mõned levinumad vasest siinidel kasutatavad katted:
Tina katmine: Tinatamine on tavaline kate, mida kasutatakse vasest siinide kaitsmiseks oksüdatsiooni ja korrosiooni eest. See moodustab õhukese tinakihi vase pinnale, parandades elektrijuhtivust ja vastupidavust keskkonnaelementidele.

Nikeldamine: Nikkeldatud pind tagab suurepärase korrosioonikindluse ja vastupidavuse. Seda kasutatakse sageli keskkondades, kus siinid puutuvad kokku karmide tingimustega või kus on vaja kulumiskindlust.

Hõbedamine: Hõbe on tuntud oma suurepärase elektrijuhtivuse poolest. Hõbetatud vasest siinid pakuvad paremat elektrilist jõudlust, pakkudes samal ajal ka teatud tasemel korrosioonikindlust.

Nikli aluskattega tinaga kaetud (tinanikkel): See kombinatsioon tagab nii nikli korrosioonikindluse kui ka tina joodetavuse ja juhtivuse. See sobib rakendustele, mis nõuavad tugevat kaitset korrosiooni ja mehaanilise kulumise eest.

Epoksiidkatted: Epoksiidkatted kantakse vasest siinidele, et tagada isolatsioon ning kaitse niiskuse ja saasteainete eest. Epoksiidkatted võivad suurendada siini mehaanilist tugevust ja vastupidavust karmides keskkondades.
Mis hõlmab vasest siinilattide tootmist?
Vasest siini kui elektrisüsteemi juhtiva elemendina määrab tootmisprotsess otseselt elektriseadmete ohutuse ja tõhususe. See artikkel põhineb rahvusvahelistel standarditel ja tööstusharu tavadel, mis on kombineeritud autoriteetsete andmete ja protsessivooga, vasksiinide tootmise põhiaspektide süstemaatilise analüüsiga, mis hõlmab materjali valikut, sulatamist ja valamist, täppistöötlust ja kvaliteedikontrolli, ning elektrijuhtivuse, tõmbetugevuse ja muude võrdluse põhiparameetrite kasutuselevõttu, et pakkuda tööstusele tehnilist võrdlust.
1. Materjali valik: kõrge puhtusastme ja koostise kontroll
Vasksiini juhtivus on tihedalt seotud puhtusega. Rahvusvahelised standardid (GB/T 5231-2022) näevad ette, et T1 vasesisaldus peab olema ≥ 99.95%, samas kui EL EN 13601 standard nõuab vase juhtivust ≥ 101% IACS (rahvusvaheline lõõmutatud vase standard). Näiteks Shandong Zhongjia New Material Co., Ltd. võtab kasutusele hapnikuvaba vaseprotsessi, mille vase ja hõbeda sisaldus on üle 99,97% ja hapnikusisaldus ≤ 0,001%, mis tagab juhtivuse kuni 102% IACS.
Andmete võrdlus:
| Vase tüüp | Vase sisu | Juhtivus (IACS) | Kohaldatavad standardid |
|---|---|---|---|
| T1 Vask | ≥99.95% | 101% | GB/T 5231 |
| Hapnikuvaba vask | ≥99.97% | 102% | EN 13601 |
| Tavaline vask | ≥99,9% | 97%-99% | GB/T 5581 |
2. Sulamine ja valamine: vaakumkeskkond ja temperatuuri kontroll
Sulamisetapp tuleb lõpule viia vertikaalses kõrgsageduslikus induktsioonahjus, mille temperatuur on 1140–1160 °C. Süsi katab sulatusahju (paksus 100-150 mm), et isoleerida hapnikku ja vältida oksüdeerunud lisandeid. Ülemise plii pideva valamise protsessis kasutatakse grafiidi kristallisaatorit, veokiirus 500–1500 mm / min, et tagada hapnikuvabade vaskvarraste läbimõõt 20–30 mm, hapnikusisaldus <0,001%.
3. Valtsimine ja vormimine: täpsuse ja mehaaniliste omaduste parandamine
- Kuumvaltsimine ja külmvaltsimine: kuumvaltsimine vähendab vasest tooriku paksust soovitud suuruseni ja külmvaltsimine optimeerib veelgi pinna tasasust (karedus Ra≤1,6 μm).
- painutusprotsess: vertikaalne painutamine võimaldab painderaadiust ≥ 2 korda siini paksusest, lame painderaadiust ≥ 1,5 korda laiusest, et vältida pragude ja kortsude teket. Mitmeosaline siiniriba painutamine peab säilitama ühtlase vahe, viga ≤ 0,5 mm.
4. Lõõmutamine: stressi leevendamine ja elastsuse optimeerimine
Lõõmutustemperatuuri tuleb reguleerida vastavalt vase olekule: pehme vask (TMY-R) lõõmutatud temperatuuril 250-300 ℃, kõva vask (TMY-Y) vajab elastsuse taastamiseks 350 ℃. Tõmbetugevus pärast töötlemist ≥206MPa, pikenemine ≥35%.
5. Pinnatöötlus: korrosioonivastane ja juhtivuse parandamine
- Tina katmine / tina-vooderdus: kontaktpinna tina paksus ≥ 5 μm, et parandada korrosioonikindlust (soolapihustuskatse ≥ 500 tundi).
- Isolatsioonitöötlus: termokahanevad torud (nt polüolefiinmaterjal) pingetakistuse tase ≥ 10kV, kohanduvad kõrge temperatuuri ja kõrge niiskusega keskkonnaga.
6. Täppistöötlus: CNC-tehnoloogia ja suuruse kontroll
- Mulgustamine ja puurimine: augu läbimõõdu viga ≤ 0,5 mm, faasi sügavus ≤ 0,8 mm, et vältida juhtivust mõjutavaid jämesid.
- Automatiseeritud lõikamine: CNC-seadmed tagavad pikkuse tolerantsi ±1mm ja nurga hälbe ≤0,5°.
7. Kvaliteedikontroll: kogu protsessi testimise süsteem
- Juhtivuse test: eritakistuse tuvastamiseks kasutatakse nelja sondi meetodit (standardväärtus ≤ 0,01777Ω-mm²/m).
- Mehaanilised omadused: tõmbetugevuskatse (kõvas olekus vask ≥275MPa), paindeväsimuskatse (≥5000 tsüklit).
- Välimuse kontroll: pinnal puuduvad kriimud ja oksüdeerunud laigud, tasasus ≤ 3mm/m.

Millised on vasest siinivardade levinumad suurused?
1. Paksus ja laius
Vasest siinivardad on saadaval mitmesuguste paksuse ja laiuse kombinatsioonidega, levinumate suuruste hulka kuuluvad
- 6mm × 25mm (1/4" × 1"): suitable for small switchboards and low current scenarios.
- 10mm × 50mm (3/8" × 2"): for medium-sized systems with moderate current requirements.
- 25mm × 100mm (1" × 4"): For large industrial systems with high current loads.
- 50mm × 200mm (2" × 8") and above: Designed for heavy industrial equipment and large-scale power distribution.
- Muud kohandatud suurused: nt 5mm × 10mm, 25 × 3mm, 40 × 4mm jne.
2. Ristlõikepindala
Ristlõikepindala mõjutab otseselt voolu kandevõimet. Üldised vahemikud on järgmised
- 50-500 mm²: elamutes ja kergetes äripindades.
- 500-2000mm²: tööstuslikud ja suured kaubanduslikud jaotussüsteemid.
- 2000 mm²: suure vooluga stsenaariumid, näiteks elektrijaamad.
- Heat Balance Calculation: It is necessary to consider the ambient temperature, heat dissipation area and resistance (e.g. formula \( R = \\frac))
3. Nimivool
- Standardvahemik: 100A kuni 2000A
- Kõrge voolu spetsifikatsioon: Spetsiaalse disainiga siinid kuni 25 000A (nt optimeeritud mitme grupi paralleelühenduse või jahutusega).
- Voolutihedus: Vasest siinid on tavaliselt ette nähtud 1,2 A/mm (liinivool) või 1,7 A/mm² (pealvool) (temperatuuri parandusteguri reguleerimisel vastavalt standardile DIN 43 671).
4. Pikkus
- Kohandatud lõiked: soovi korral saab lõigata vastavalt juhtkappidele või paneelidele (nt 150 mm lühike ühendusriba või 5 m pikkune sirge osa).
5. Kohandatud disain
- Kuju: Lisaks ristkülikukujulisele kujule saab seda kohandada L-kujuliseks, C-kujuliseks ja muudeks kujulisteks osadeks.
- Soojussimulatsiooni tugi: matemaatiline modelleerimine, et analüüsida püsiseisundi temperatuurijaotust ja kontakttakistuse mõju.
6. Peamised disainiviited
- DIN 43 671: parandustegur ümbritseva õhu temperatuuri mõju reguleerimiseks vooluhulgale.
- Soojuseraldumise modelleerimine: ristlõikepindala ja soojuse hajumise pindala vaheline tasakaal on võtmetähtsusega

{kind=link}