
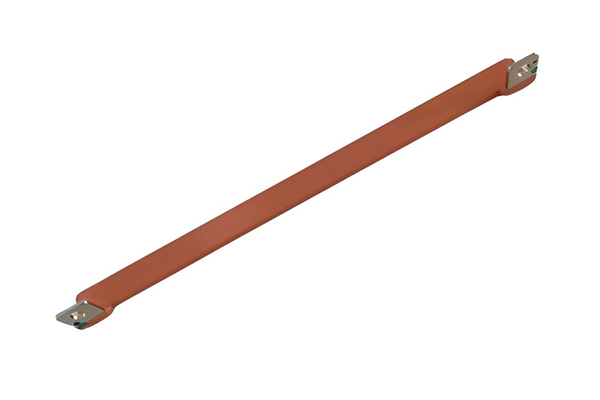
Vara autobusu bārs
Mēs bijām uzticams vara kopņu stieņu piegādātājs vairāk nekā 10 gadus. Kā uzticams vara kopņu risinājumu piegādātājs mēs piedāvājam izcilus produktus, kas atbilst jūsu vajadzībām attiecībā uz elektroenerģijas sadali.
- Pielāgoti dizaini dažādās formās, izmēros un biezumos.
- Inženiertehniskā palīdzība un ātra prototipu izstrāde.
- Alvas, niķeļa vai sudraba pārklājuma un izolācijas pārklājumu iespējas.
- Elektriskā un mehāniskā uzticamības pārbaude.
- Efektīva ražošana ar lielu krājumu ātrai nosūtīšanai.

Jūsu Premier Copper kopņu stieņu ražotājs un piegādātājs
Mūsu rūpnīca koncentrējas uz klientu nodrošināšanu ar pielāgotu vara kopni ar pilna procesa garantiju no risinājuma projektēšanas līdz ražošanas piegādei:
✅ Precīza ražošana: atbalsta jebkuras specifikācijas formas vara kopņu apstrādi, sniedz palīdzību parametru izstrādē un ātru paraugu piegādes pakalpojumu;
✅ Virsmas apstrāde: izvēles skārda pārklājums (noturība pret oksidāciju) / niķeļa pārklājums (noturība pret koroziju) / sudraba pārklājums (augstfrekvences zema pretestība) un citi procesi, kontakta pretestība tiek samazināta par 25%-40%;
✅ Kvalitātes pārbaude: ISO 6892 mehāniskās izturības pārbaudes un IEC 60439 elektriskās veiktspējas pārbaudes īstenošana.
✅ Agile piegāde: 10 000 kvadrātmetru līmeņa izejvielu noliktava, regulāra pasūtījuma ražošanas cikls ≤ 5 dienas, 48 stundu paātrināts kanāls steidzamiem pasūtījumiem;
✅ Pievienotās vērtības pakalpojumi: Nodrošina visu veidu sekundāro apstrādi: precīza griešana (± 0,2 mm), trīsdimensiju locīšana (leņķa precizitāte ± 0,5 °), lāzera marķēšana (korozijizturīgs marķējums)
Visiem produktiem ir materiālu sertifikāti, testu ziņojumi un IP aizsardzības sertifikāti. Laipni lūdzam, lai uzzinātu par pielāgotiem risinājumiem, lai pieredzētu augstākās klases elektrisko savienojumu sistēmu uzticamības un energoefektivitātes uzlabojumus.








-
- Urbšana un frēzēšana
-

- Griešana
-

- Liekšana
-

- Apzīmogošana
-

- Lāzera griešana
-

- Metināšana
-

- Kniedēšana
-

- Apvalks
-

- Testēšana
-

- CNC darbnīca 1
-

- CNC darbnīca 2
-

- CCS ražošanas līnija
-

- Zīmogošanas darbnīca
-
- Lāzermetināšanas darbnīca
-

- Karstās presēšanas darbnīca
-

- Magnētiskā slīpēšanas līnija
-

- Ultraskaņas tīrīšanas līnija
-

- Pulvera izsmidzināšanas darbnīca
Jūsu profesionālais vara kopņu stieņu piegādātājs
Pamatmateriālu izvēles kritēriji
Saskaņā ar GB/T 2040-2017 standartu rūpnieciski plaši izmantotos vara materiālus var iedalīt trīs kategorijās:
| Materiāla veids | Vienums | Vadītspēja (MS/m) | Stiepes izturība (MPa) | Tipiski pielietojuma scenāriji |
|---|---|---|---|---|
| Tīra vara plāksne | T2 | 58 | 250-300 | Zemsprieguma sadales skapja galvenā ķēde |
| Vara kopne | TMY | 57.5 | 280-320 | Jauns enerģijas akumulatora savienojuma stienis |
| Bezskābekļa varš | TU1 | 59 | 260-290 | Augstas frekvences ķēdes precīzs savienojums |
Īpašas vara sakausējumu attīstības tendences
Reaģējot uz pieprasījumu pēc 800 V augstsprieguma platformām jauniem enerģijas transportlīdzekļiem, vara-hroma-cirkonija (CuCrZr) sakausējuma kopnes ir sasniegušas izrāvienu attiecībā uz elektrovadītspēju 55 MS/m un stiepes izturību 450 MPa [^Industry News]. Veiksmīga šāda veida materiāla pielietošana Tesla Supercharger kaudzē ir samazinājusi uzlādes zudumus par 2,3 procentpunktiem.
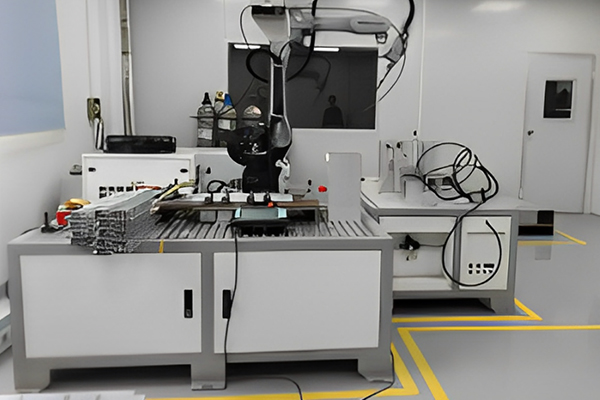
Visa progresīvās ražošanas tehnoloģijas procesa analīze
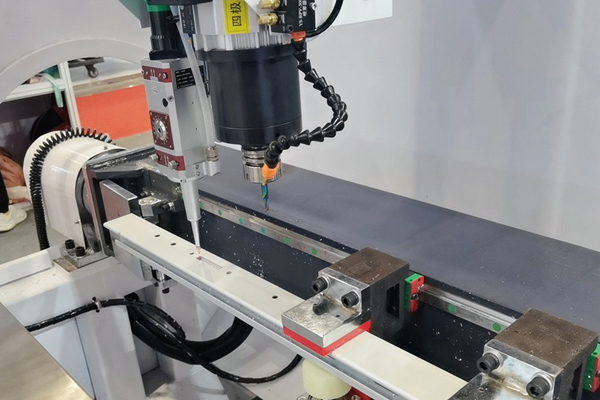
a. Precīzas apstrādes tehnoloģiju inovācija
Pamatojoties uz GB/T 5585.1 standarta prasībām, modernā vara rindu apstrāde veido piecas galvenās tehnoloģijas (1. attēls):
Precīza griešana: lāzergriešanas tehnoloģija, lai sasniegtu ± 0,05 mm pielaidi, salīdzinot ar tradicionālo caurumošanas un griešanas procesu, lai uzlabotu efektivitāti 3 reizes.
Inteliģenta locīšana: izmantojot sešu asu robotu liekšanas sistēmu, var pabeigt kompleksās modelēšanas minimālo iekšējo leņķi R = 1,5t (t ir materiāla biezums).
Nano-štancēšana: pakāpju daudzstaciju veidņu izstrāde, realizējot Φ2 mm mikrocaurumu masīva apstrādi, caurumu attāluma precizitāte ±0,1 mm.
b. Virsmas apstrādes tehnoloģiju sasniegumi
Salīdziniet dažādu apšuvuma procesu galvenos veiktspējas rādītājus:
| Apšuvuma veids | Vadītspēja (%IACS) | Sāls izsmidzināšanas izturība (h) | Kontakta pretestība (μΩ) | Izmaksu indekss |
|---|---|---|---|---|
| Pliks varš | 100 | 24 | 18.5 | 1.0 |
| Alvots | 78 | 720 | 22.3 | 1.8 |
| Apsudrabots | 105 | 2000 | 15.7 | 4.2 |
| Niķelēts | 25 | 3000 | 35.6 | 3.5 |
Smart Packaging Solution Inovācija
a.Antioksidācijas iepakošanas sistēma
Pieņemiet VCI tvaika fāzes pretrūsas tehnoloģiju ar PE vakuuma iepakojumu:
- Skābekļa satura kontrole <0,1%
- Uzturiet mitrumu ≤10%RH
- Antioksidantu derīguma termiņš tiek pagarināts līdz 3 gadiem.
b. Inteliģentā izsekojamības sistēma
Integrētā RFID mikroshēma ir realizēta iepakojuma kastē:
- Ražošanas partijas izsekojamības precizitāte līdz 100%
- Loģistikas statusa uzraudzība reāllaikā
- Krājumu vadības sistēmas automātiska dokošana
Pielietojuma gadījumi nozarē un ieguvumu analīze
A.Datu centra jaudas transformācijas projekts
Pēc sudrabotās vara kopnes ieviešanas superskaitļošanas centrā jaudas zudumi tika samazināti par 2,1 kW/mašīna:
- Samazināts jaudas zudums par 2,1 kW/skapi.
- Ikgadējais elektroenerģijas izmaksu ietaupījums pārsniedza $12 000.
- Sistēmas stabilitāte palielinājās līdz 99.999%.
B. Jauns enerģijas transportlīdzekļa akumulatoru komplekta savienojuma risinājums
Novatorisks vara-hroma-cirkonija sakausējuma kopņu pielietojums nodrošina:
- 15% akumulatora sistēmas svara samazināšana
- Ātrās uzlādes efektivitāte palielinājās par 18
- Cikla kalpošanas laiks pārsniedz 5000 reižu
Nākotnes tehnoloģiju attīstības virziens
a.Supravadoša vara matricas kompozīti
Laboratorijas posms ir realizēts:
- Kritiskais strāvas blīvums 77K temperatūras zonā 1×10^5 A/cm².
- Mehāniskā izturība palielinājās līdz 580 MPa
b. Zaļās ražošanas process
Elektrolīzes-velmēšanas integrētu iekārtu izstrāde, kas ļauj:
- Enerģijas patēriņš ir samazināts par 35%.
- Vara materiāla izmantošanas līmenis palielinājās līdz 99.2%.
- Nulle notekūdeņu novadīšana
Par mums Kā ISO 9001:2015 un IATF 16949 sertificēts specializēts ražotājs, mēs piedāvājam:
- 72 stundu ātrais paraugu pakalpojums
- 0,005 mm precīzas apstrādes iespēja
- 12 pielāgoti risinājumi virsmas apstrādei.
Kāds ir vara kopņu stieņu pārklājums?
Vara kopņu pārklājums kalpo vairākiem būtiskiem mērķiem, galvenokārt, lai uzlabotu izturību, vadītspēju un aizsardzību pret koroziju. Šeit ir daži izplatītākie vara kopņu pārklājumi:
Alvas pārklāšana: Alvas pārklājums ir izplatīts pārklājums, ko izmanto, lai aizsargātu vara kopnes no oksidācijas un korozijas. Tas veido plānu alvas slāni virs vara virsmas, uzlabojot elektrovadītspēju un izturību pret vides elementiem.

Niķeļa pārklājums: Niķeļa pārklājums nodrošina izcilu izturību pret koroziju un izturību. To bieži izmanto vidēs, kur kopnes ir pakļautas skarbiem apstākļiem vai kur nepieciešama nodilumizturība.

Sudraba pārklājums: Sudrabs ir pazīstams ar savu izcilo elektrovadītspēju. Apsudrabotās vara kopnes nodrošina uzlabotu elektrisko veiktspēju, vienlaikus nodrošinot arī zināmu izturību pret koroziju.

Alvots ar niķeļa apakškārtu (alvas niķelis): Šī kombinācija nodrošina gan niķeļa izturību pret koroziju, gan alvas lodējamību un vadītspēju. Tas ir piemērots lietojumiem, kuriem nepieciešama spēcīga aizsardzība pret koroziju un mehānisku nodilumu.

Epoksīda pārklājumi: Epoksīda pārklājumi tiek uzklāti uz vara kopnēm, lai nodrošinātu izolāciju un aizsardzību pret mitrumu un piesārņotājiem. Epoksīda pārklājumi var uzlabot kopnes mehānisko izturību un pretestību skarbām vidēm.
Kas ir saistīts ar vara kopņu stieņu ražošanu?
Vara kopnes kā energosistēmas vadošais elements, ražošanas process tieši nosaka elektroiekārtu drošību un efektivitāti. Šis raksts ir balstīts uz starptautiskiem standartiem un nozares praksi, apvienojumā ar autoritatīviem datiem un procesa plūsmu, vara kopņu ražošanas galveno aspektu sistemātisku analīzi, kas aptver materiālu izvēli, kausēšanu un liešanu, precīzu apstrādi un kvalitātes kontroli, kā arī elektrovadītspējas, stiepes izturības un citu salīdzinājuma pamatparametru ieviešanu, lai nodrošinātu nozares tehnisko atsauci.
1. Materiālu izvēle: augsta tīrības pakāpe un sastāva kontrole
Vara kopnes vadītspēja ir cieši saistīta ar tīrību. Starptautiskie standarti (GB/T 5231-2022) paredz, ka T1 vara saturam jābūt ≥ 99.95%, savukārt ES EN 13601 standartā vara vadītspēja ir ≥ 101% IACS (starptautiskais rūdītā vara standarts). Piemēram, Shandong Zhongjia New Material Co., Ltd. izmanto bezskābekļa vara procesu ar vara un sudraba saturu virs 99,97% un skābekļa saturu ≤ 0,001%, kas nodrošina līdz 102% IACS vadītspēju.
Datu salīdzinājums:
| Vara tips | Vara saturs | Vadītspēja (IACS) | Piemērojamie standarti |
|---|---|---|---|
| T1 Varš | ≥99.95% | 101% | GB/T 5231 |
| Bezskābekļa varš | ≥99,97% | 102% | EN 13601 |
| Parasts varš | ≥99,9% | 97%-99% | GB/T 5581 |
2. Kausēšana un liešana: vakuuma vide un temperatūras kontrole
Kausēšanas stadija jāpabeidz vertikālā augstfrekvences indukcijas krāsnī, kuras temperatūra tiek kontrolēta 1140–1160 °C. Kokogles pārklāj kausēšanas krāsni (biezums 100-150 mm), lai izolētu skābekli un izvairītos no oksidētiem piemaisījumiem. Augšējā svina nepārtrauktas liešanas procesā tiek izmantots grafīta kristalizators, vilces ātrums 500–1500 mm / min, lai nodrošinātu, ka bezskābekļa vara stieņu diametrs ir 20–30 mm, skābekļa saturs <0,001%.
3. Velmēšana un formēšana: precizitātes un mehānisko īpašību uzlabošana
- Karstā velmēšana un aukstā velmēšana: karstā velmēšana samazina vara sagataves biezumu līdz mērķa izmēram, un aukstā velmēšana vēl vairāk optimizē virsmas līdzenumu (raupjums Ra≤1,6 μm).
- lieces process: vertikālā locīšana ļauj lieces rādiusu ≥ 2 reizes lielāku par kopnes biezumu, plakanu lieces rādiusu ≥ 1,5 reizes platumu, lai izvairītos no plaisām un grumbām. Vairāku daļu kopņu stieņu liekšanai jāsaglabā vienmērīga sprauga, kļūda ≤ 0,5 mm.
4. Rūdīšana: stresa mazināšana un elastības optimizācija
Atlaidināšanas temperatūra ir jāpielāgo atbilstoši vara stāvoklim: mīkstais varš (TMY-R), kas atkausēts 250–300 ℃, cietajam vara (TMY-Y) ir nepieciešams 350 ℃, lai atjaunotu elastību. Stiepes izturība pēc apstrādes ≥206MPa, pagarinājums ≥35%.
5. Virsmas apstrāde: pretkorozijas un vadītspējas uzlabošana
- Alvas pārklājums / skārda oderējums: kontaktvirsmas skārda biezums ≥ 5 μm, lai uzlabotu izturību pret koroziju (sāls izsmidzināšanas tests ≥ 500 stundas).
- Izolācijas apstrāde: termiski saraušanās caurules (piemēram, poliolefīna materiāls) sprieguma pretestības līmenis ≥ 10kV, pielāgojas augstas temperatūras un augsta mitruma videi.
6. Precīzijas apstrāde: CNC tehnoloģija un izmēru kontrole
- Caurumošana un urbšana: cauruma diametra kļūda ≤ 0,5 mm, slīpuma dziļums ≤ 0,8 mm, lai izvairītos no urbumiem, kas ietekmē vadītspēju.
- Automatizēta griešana: CNC iekārta nodrošina garuma pielaidi ±1mm un leņķa novirzi ≤0,5°.
7. Kvalitātes kontrole: pilna procesa testēšanas sistēma
- Vadītspējas tests: pretestības noteikšanai izmanto četru zondu metodi (standarta vērtība ≤ 0,01777Ω-mm²/m).
- Mehāniskās īpašības: stiepes izturības tests (cietā stāvoklī varš ≥275MPa), lieces noguruma tests (≥5000 cikli).
- Izskata pārbaude: uz virsmas nav skrāpējumu un oksidētu plankumu, līdzenums ≤ 3mm/m.

Kādi ir izplatītākie vara kopņu stieņu izmēri?
1. Biezums un platums
Vara kopņu stieņi ir pieejami dažādās biezuma un platuma kombinācijās, tostarp parastie izmēri
- 6mm × 25mm (1/4" × 1"): suitable for small switchboards and low current scenarios.
- 10mm × 50mm (3/8" × 2"): for medium-sized systems with moderate current requirements.
- 25mm × 100mm (1" × 4"): For large industrial systems with high current loads.
- 50mm × 200mm (2" × 8") and above: Designed for heavy industrial equipment and large-scale power distribution.
- Citi pielāgoti izmēri: piemēram, 5 mm × 10 mm, 25 × 3 mm, 40 × 4 mm utt.
2. Šķērsgriezuma laukums
Šķērsgriezuma laukums tieši ietekmē strāvas nestspēju. Parastie diapazoni ir šādi
- 50-500 mm²: dzīvojamo un vieglo komerciālo lietojumu.
- 500-2000 mm²: rūpnieciskās un lielas komerciālās sadales sistēmas.
- 2000 mm²: lielas strāvas scenāriji, piemēram, spēkstacijas.
- Heat Balance Calculation: It is necessary to consider the ambient temperature, heat dissipation area and resistance (e.g. formula \( R = \\frac))
3. Nominālā strāva
- Standarta diapazons: 100A līdz 2000A
- Augstas strāvas specifikācija: Īpašas konstrukcijas kopnes līdz 25 000A (piem., optimizētas ar vairāku grupu paralēlu pieslēgumu vai dzesēšanu).
- Strāvas pārvades blīvums: Vara kopnes parasti ir paredzētas 1,2 A/mm (līnijas strāva) vai 1,7 A/mm² (strāva) (atkarībā no temperatūras korekcijas koeficienta pielāgošanas saskaņā ar DIN 43 671).
4. Garums
- Pielāgoti griezumi: pēc pieprasījuma var sagriezt atbilstoši vadības skapjiem vai paneļiem (piem., 150 mm īsa savienotāju josla vai 5 m gara taisna daļa).
5. Pielāgots dizains
- Forma: Papildus taisnstūra formai to var pielāgot L-veida, C-formas un citām formas sadaļām.
- Termiskās simulācijas atbalsts: matemātiskā modelēšana, lai analizētu līdzsvara stāvokļa temperatūras sadalījumu un kontakta pretestības efektus.
6. Galvenās dizaina atsauces
- DIN 43 671: Korekcijas koeficients, lai pielāgotu apkārtējās vides temperatūras ietekmi uz plūsmas ātrumu.
- Siltuma izkliedes modelēšana: galvenais ir līdzsvars starp šķērsgriezuma laukumu un virsmas laukumu siltuma izkliedēšanai

{kind=link}