Denna artikel diskuterar behovet av ytbehandling av kopparskena bussning genom att jämföra experimentella data med industrifall. Innehåller 10 kärnargument, som täcker oxidationspåverkan, val av behandlingsprocess, kostnads-nyttoanalys och andra nyckeldimensioner, vilket ger ett referensformulär för beslutsfattande med auktoritativa externa länkar för att hjälpa företag att optimera strategin för val av kopparrader.
1. 5 kritiska tillstånd som måste ytbehandling
| Miljöindikatorer |
Kritiska värderingar |
Behandlingskrav |
Teststandarder |
| Relativ luftfuktighet |
>85% RH |
Obligatorisk plätering |
IEC 60068-2-78 |
| Saltspraykoncentration |
>5mg/m³ |
Trelagers kompositbeläggningar |
ASTM B117 |
| Driftstemperatur |
>105°C |
Silver/nickelpläterad finish |
UL 486A |
| Vibrationsstyrka |
>3,5 gram |
Mekanisk förstärkningsfinish |
MIL-STD-810G |
| Pollution Rating |
PD3 eller högre |
Helt isolerade paket |
IEC 60664-1 |
2. Kostnads-nyttoanalys för ytbehandlingsprocessen
a. Förtenningsprocess
Kostnad: Öka 15-20 RMB/meter (2023 Shanghai marknadsnotering)
Fördel: 40% minskning av kontaktresistans (MIT Materials Lab-data)
Fodral: Schneider NSX-seriens strömbrytare med 0,8 plåtskikt, temperaturökning minskad med 12K
b. Silverpläteringsprocess
Konduktivitetsförbättring: Ytresistivitet 1,59 μΩ-cm, 8% lägre än ren koppar (se plätering & efterbehandlingsjournal)
Ekonomi: Fluktuerande silverpris leder till kostnadsökning på 300-500RMB/kg (realtidsdata från London Silver Exchange)
3. Innovativa genombrott inom isoleringsbehandling
Prestandajämförelse mellan epoxihartssprutning och värmekrympbar slang:
| Parametrar |
Epoxiharts |
Krympslang |
| Nedbrytningsstyrka |
35kV/mm |
28kV/mm |
| Termisk cykelliv |
2000 cykler |
1500 cykler |
| Konstruktionseffektivitet |
3m/min |
8m/min |
| Miljöbetyg |
RoHS 2.0 |
NÅ |
4. Energieffektivitetsbalans mellan isoleringsbehandlingar
Argument 8: Effekt av värmebeständighet hos krympslangar
3M:s handbok för isoleringsmaterial visar att 2 mm tjocka krympslangar minskar den termiska effektiviteten för kopparrader med 28%, vilket måste kompenseras med den strömförande korrektionsfaktorn K=0,82
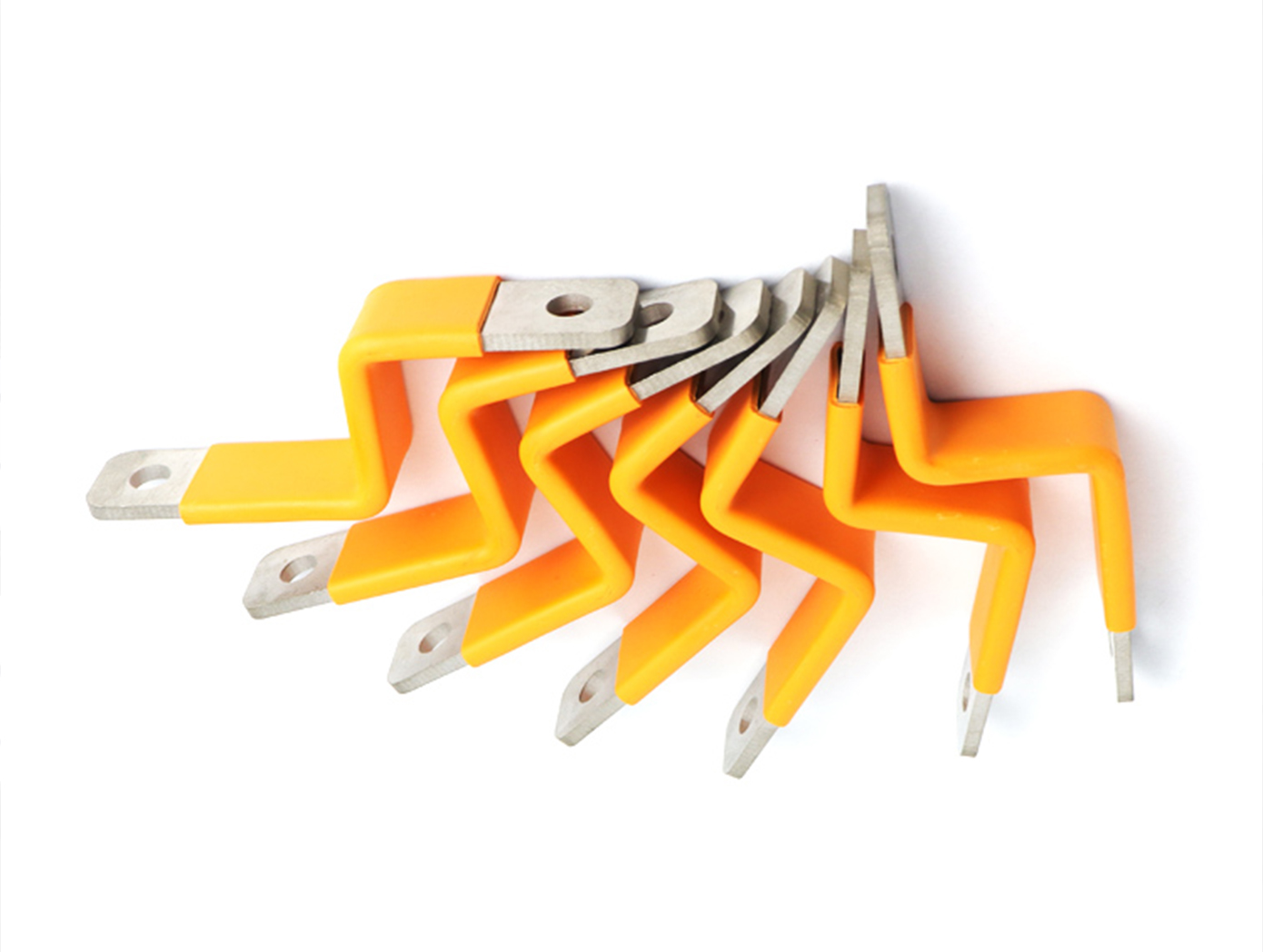
5. Varför kan det användas i stor utsträckning i ställverk?
I en torr och ren industriell miljö bibehåller kala kopparrader sin prestanda på följande tekniska sätt:
Precisionsmonteringsprocess: Direktkontakt av metallytor uppnås genom att använda DIN 43671 standardbultar (momentvärde styrs till 8-12N-m), och kontaktresistansen kan vara så låg som 15μΩ
Skyddsmekanism för oxidskikt: den initiala oxidfilmtjockleken är cirka 0,5-3μm, och värmeledningsförmågan når 400W/(mK) vid 80℃, vilket är 14 gånger högre än för ren koppar.
6. Förslag från myndigheter
- IEEE standardrekommendation: Kopparpläteringstjocklek vs. nuvarande bärförmåga hos en kopparremsa
- ASTM korrosionstestmetoder: B827 saltspraytestspecifikation
- EU:s RoHS-direktiv: Lista över begränsningar av farliga ämnen
7. Typisk fallstudie
Ett offshore-plattformsprojekt:
Utmaning: Saltspraykoncentration 22mg/m³, luftfuktighet 98%RH
Lösning: Nickelplätering (25μm) + silikonförsegling
Resultat: 5-årig underhållscykel förlängd till 8 år, felfrekvens minskad med 73%
Sammanfattning
Surface treatment of copper busbars needs to balance technical specifications with economics. Key decision points include:
- Miljökorrosionsklassificering
- Hela livet kostar
- Krav på enkla underhåll
- temperaturhöjningskontrollkrav
- Miljööverensstämmelse
- Översatt med DeepL.com (gratisversion)








{kind=link}