
Kopparbussbar
Vi hade varit en pålitlig leverantör av kopparbussskenor i över 10 år. Som en pålitlig leverantör av kopparskenelösningar erbjuder vi överlägsna produkter för att möta dina behov av elektrisk kraftdistribution.
- Skräddarsydda mönster i olika former, storlekar och tjocklekar.
- Ingenjörshjälp och snabb prototypframställning.
- Alternativ för tenn-, nickel- eller silverplätering och isoleringsbeläggningar.
- Elektrisk och mekanisk testning för tillförlitlighet.
- Effektiv produktion med stort lager för snabb leverans.

Din Premier Copper Bus bar tillverkare och leverantör
Vår fabrik fokuserar på att förse kunder med skräddarsydd kopparskena, med fullprocessgaranti från lösningsdesign till produktionsleverans:
✅ Exakt tillverkning: stödja bearbetning av alla specifikationsformade kopparskenor, ge hjälp med parameterdesign och snabb provleveransservice;
✅ Ytbehandling: valfri tennplätering (oxidationsbeständighet)/nickelplätering (korrosionsbeständighet)/silverplätering (högfrekvent lågresistans) och andra processer, kontaktmotståndet minskas med 25%-40%;
✅ Kvalitetsverifiering: Implementerar ISO 6892 mekaniskt hållfasthetstest och IEC 60439 elektrisk prestandatest.
✅ Agil leverans: 10 000 kvadratmeter nivå lagerhållning av råmaterial, regelbunden orderproduktionscykel ≤ 5 dagar, 48 timmar snabb kanal för brådskande beställningar;
✅ Mervärdestjänster: Tillhandahåller alla typer av sekundär bearbetning: precisionsskärning (±0,2 mm), tredimensionell böjning (vinkelnoggrannhet ±0,5°), lasermärkning (korrosionsbeständig märkning)
Alla produkter levereras med materialcertifikat, testrapporter och IP-skyddscertifikat, välkommen att fråga efter skräddarsydda lösningar för att uppleva tillförlitligheten och energieffektivitetsuppgraderingen av avancerade elektriska anslutningssystem.








-
- Borrning och fräsning
-

- Skärande
-

- Böjning
-

- Stämpling
-

- Laserskärning
-

- Svetsning
-

- Nitande
-

- Hölje
-

- Testning
-

- CNC-verkstad 1
-

- CNC-verkstad 2
-

- CCS produktionslinje
-

- Stämplingsverkstad
-
- Lasersvetsverkstad
-

- Varmpressningsverkstad
-

- Magnetisk sliplinje
-

- Ultraljudsrengöringslinje
-

- Pulversprutningsverkstad
Din professionella leverantör av kopparbussskenor
Grundläggande materialvalskriterier
Enligt GB/T 2040-2017 standard kan industriella vanliga kopparmaterial delas in i tre kategorier:
| Materialtyp | Punkt | Konduktivitet (MS/m) | Draghållfasthet (MPa) | Typiska tillämpningsscenarier |
|---|---|---|---|---|
| Ren kopparplåt | T2 | 58 | 250-300 | Huvudkrets av lågspänningsfördelningsskåp |
| Kopparskena | TMY | 57.5 | 280-320 | Ny anslutningsbar för energibatteri |
| Syrefri koppar | TU1 | 59 | 260-290 | Högfrekvent kretsanslutning |
Utvecklingstrender för special kopparlegeringar
Som svar på efterfrågan på 800V-högspänningsplattformar för nya energifordon har samlingsskenor av koppar-krom-zirkonium (CuCrZr) uppnått ett genombrott i elektrisk konduktivitet på 55 MS/m och en draghållfasthet på 450 MPa[^Industry News]. Den framgångsrika appliceringen av denna typ av material i Tesla Supercharger-högen har minskat laddningsförlusten med 2,3 procentenheter.
Analys av hela processen med avancerad tillverkningsteknik
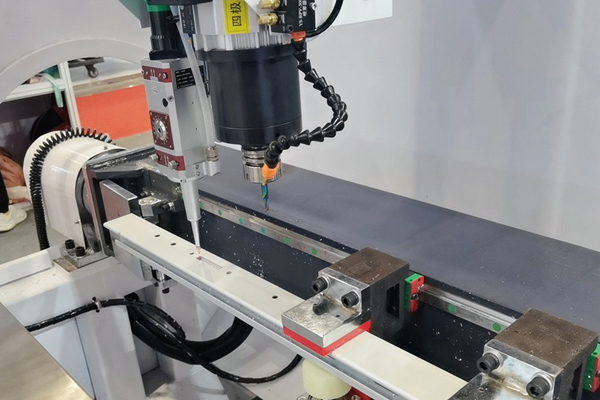
a. Precisionsbearbetningsteknik innovation
Baserat på kraven i GB/T 5585.1-standarden bildar modern kopparradbehandling fem kärnteknologier (Figur 1):
Precisionsskjuvning: laserskärningsteknik för att uppnå ± 0,05 mm tolerans, jämfört med den traditionella stansnings- och klippprocessen för att förbättra effektiviteten med 3 gånger.
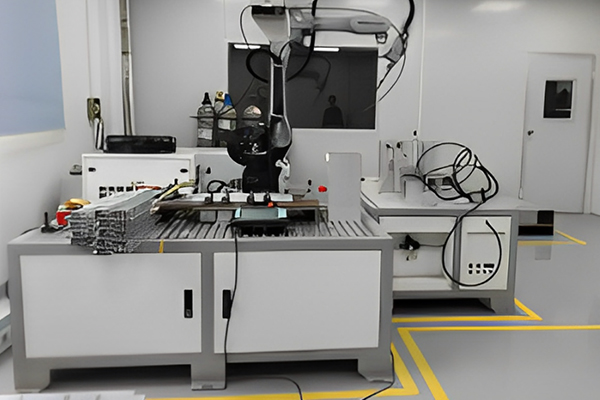
Intelligent böjning: tillämpningen av sexaxligt robotböjningssystem, kan slutföra den minsta inre vinkeln R = 1,5t (t är tjockleken på materialet) för den komplexa modelleringen
Nano-stansning: utveckling av stegvisa flerstationsformar, realisering av Φ2mm mikrohålsarraybehandling, hålavståndsnoggrannhet på ±0,1mm.
b. Ytbehandlingsteknikens genombrott
Jämför nyckelprestandaindikatorerna för olika pläteringsprocesser:
| Plätering typ | Konduktivitet (%IACS) | Saltsprutbeständighet (h) | Kontaktresistans (μΩ) | Kostnadsindex |
|---|---|---|---|---|
| Bar koppar | 100 | 24 | 18.5 | 1.0 |
| Tennpläterad | 78 | 720 | 22.3 | 1.8 |
| Silverpläterad | 105 | 2000 | 15.7 | 4.2 |
| Nickelpläterad | 25 | 3000 | 35.6 | 3.5 |
Smart Packaging Solution Innovation
a.Antioxidationsförpackningssystem
Använd VCI ångfas rostskyddsteknik med PE vakuumförpackning:
- Syrehaltskontroll <0.1%
- Behåll luftfuktighet ≤10%RH
- Antioxidanternas giltighet förlängs till 3 år.
b. Intelligent spårbarhetssystem
Det integrerade RFID-chippet är realiserat i förpackningen:
- Produktionsbatch-spårbarhetsnoggrannhet upp till 100%
- Realtidsövervakning av logistikstatus
- Automatisk dockning av lagerhanteringssystem
Industriansökningsfall och förmånsanalys
A. Datacenter krafttransformationsprojekt
Efter att ha antagit silverpläterad kopparskena i ett superdatorcenter minskade effektförlusten med 2,1 kW/maskin:
- Minskad effektförlust med 2,1kW/skåp.
- Årliga elkostnadsbesparingar översteg $12 000.
- Systemstabiliteten ökade till 99.999%.
B. Lösning för anslutning av batteripaket för nya energifordon
Innovativ applikation av koppar-krom-zirkoniumlegering gör:
- 15% viktminskning av batterisystemet
- Snabbladdningseffektiviteten ökade med 18
- Cykellivslängden överstiger 5000 gånger
Inriktning för framtida teknikutveckling
a.Supraledande kopparmatriskompositer
Laboratoriestadiet har realiserats:
- Kritisk strömtäthet för 77K temperaturzon 1×10^5 A/cm².
- Mekanisk styrka ökade till 580 MPa
b. Grön tillverkningsprocess
Utveckling av elektrolysrullande integrerad utrustning, som möjliggör:
- Energiförbrukningen minskas med 35%.
- Kopparmaterialanvändningsgraden ökade till 99,2%.
- Noll avloppsvattenutsläpp
Om oss Som en ISO 9001:2015 och IATF 16949 certifierad specialiserad tillverkare erbjuder vi:
- 72-timmars snabbprovservice
- 0,005 mm precisionsbearbetningskapacitet
- 12 skräddarsydda lösningar för ytbehandling .
Vad är beläggningen på kopparskenor?
Beläggningen på kopparskenor tjänar flera viktiga syften, främst inriktade på att förbättra hållbarhet, ledningsförmåga och skydd mot korrosion. Här är några vanliga beläggningar som används på kopparskenor:
Tennplätering: Tennplätering är en vanlig beläggning som används för att skydda kopparskenor från oxidation och korrosion. Den bildar ett tunt lager av tenn över kopparytan, vilket förbättrar den elektriska ledningsförmågan och motståndet mot miljöelement.

Nickelplätering: Nickelplätering ger utmärkt korrosionsbeständighet och hållbarhet. Det används ofta i miljöer där samlingsskenor utsätts för tuffa förhållanden eller där nötningsbeständighet krävs.

Silverplätering: Silver är känt för sin överlägsna elektriska ledningsförmåga. Silverpläterade kopparskenor erbjuder förbättrad elektrisk prestanda samtidigt som de ger en viss grad av korrosionsbeständighet.

Tennpläterad med Nickel Undercoat (Tin-Nickel): Denna kombination ger både nickels korrosionsbeständighet och tennets lödbarhet och konduktivitet. Den är lämplig för applikationer som kräver robust skydd mot korrosion och mekaniskt slitage.

Epoxibeläggningar: Epoxibeläggningar appliceras på kopparskenor för att ge isolering och skydd mot fukt och föroreningar. Epoxibeläggningar kan förbättra samlingsskenans mekaniska hållfasthet och motståndskraft mot tuffa miljöer.
Vad innebär tillverkning av kopparbussskenor?
Som det centrala ledande elementet i kraftsystemet bestämmer tillverkningsprocessen av kopparskena direkt säkerheten och effektiviteten hos elektrisk utrustning. Detta dokument är baserat på internationella standarder och branschpraxis, kombinerat med auktoritativa data och processflöden, systematisk analys av nyckelaspekterna av tillverkning av kopparskenor, som täcker materialval, smältning och gjutning, precisionsbearbetning och kvalitetskontroll, och införandet av elektrisk ledningsförmåga, draghållfasthet och andra tekniska referensparametrar för jämförelsen för industrin.
1. Materialval: hög renhet och sammansättningskontroll
Konduktiviteten hos kopparbussen är nära relaterad till renheten. Internationella standarder (GB/T 5231-2022) föreskriver att T1-kopparinnehållet måste vara ≥ 99.95%, medan EU EN 13601-standarden kräver kopparledningsförmåga ≥ 101% IACS (International Annealed Copper Standard). Till exempel använder Shandong Zhongjia New Material Co., Ltd. en syrefri kopparprocess, med koppar- och silverinnehåll på över 99.97% och syrehalt ≤ 0.001%, vilket säkerställer konduktiviteten så hög som 102% IACS.
Datajämförelse:
| Koppartyp | Kopparinnehåll | Konduktivitet (IACS) | Tillämpliga standarder |
|---|---|---|---|
| T1 koppar | ≥99.95% | 101% | GB/T 5231 |
| Syrefri koppar | ≥99.97% | 102% | EN 13601 |
| Vanlig koppar | ≥99.9% | 97%-99% | GB/T 5581 |
2. Smältning och gjutning: vakuummiljö och temperaturkontroll
Smältsteget måste slutföras i en vertikal högfrekvent induktionsugn med temperaturen styrd till 1140–1160 °C. Träkol täcker smältugnen (tjocklek 100-150 mm) för att isolera syre och undvika oxiderade föroreningar. Övre bly kontinuerlig gjutning process antar grafitkristallisator, draghastighet 500-1500mm/min, för att säkerställa att diametern på syrefria kopparstavar 20-30mm, syrehalt <0,001%.
3. Valsning och formning: precision och mekanisk egenskapsförbättring
- Varmvalsning och kallvalsning: varmvalsning minskar tjockleken på kopparämnet till målstorleken, och kallvalsning optimerar ytplanheten ytterligare (råhet Ra≤1,6μm).
- böjningsprocess: vertikal böjning tillåter böjradie ≥ 2 gånger samlingsskenans tjocklek, platt böjradie ≥ 1,5 gånger bredden, för att undvika sprickor och rynkor. Böjning av samlingsskenan i flera delar måste bibehålla ett enhetligt gap, fel ≤ 0,5 mm.
4. Glödgning: stressavlastning och duktilitetsoptimering
Glödgningstemperaturen måste justeras enligt koppartillståndet: mjuk koppar (TMY-R) glödgat vid 250-300 ℃, hård koppar (TMY-Y) behöver 350 ℃ för att återställa duktiliteten. Draghållfasthet efter behandling ≥206MPa, töjning ≥35%.
5. Ytbehandling: anti-korrosion och ledande förbättring
- Tennplätering / plåtbeklädnad: kontaktyta tenntjocklek ≥ 5 μm, för att förbättra korrosionsbeständigheten (saltspraytest ≥ 500 timmar).
- Isoleringsbehandling: värmekrympbar slang (t.ex. polyolefinmaterial) spänningsmotståndsnivå ≥ 10kV, anpassa till miljö med hög temperatur och hög luftfuktighet.
6. Precisionsbearbetning: CNC-teknik och storlekskontroll
- Stansning och borrning: Håldiameterfel ≤ 0,5 mm, fasdjup ≤ 0,8 mm, för att undvika grader som påverkar konduktiviteten.
- Automatiserad skärning: CNC-utrustning säkerställer längdtolerans ±1 mm och vinkelavvikelse ≤0,5°.
7. Kvalitetskontroll: fullständigt testsystem
- Konduktivitetstest: fyrsondsmetod används för att detektera resistivitet (standardvärde ≤ 0,01777Ω-mm²/m).
- Mekaniska egenskaper: draghållfasthetstest (hård koppar ≥275MPa), böjutmattningstest (≥5000 cykler).
- Utseendeinspektion: inga repor och oxiderade fläckar på ytan, planhet ≤ 3 mm/m.

Vilka är de vanligaste storlekarna på kopparskenor?
1. Tjocklek och bredd
Kopparskenor finns i en mängd olika tjockleks- och breddkombinationer, inklusive vanliga storlekar
- 6mm × 25mm (1/4" × 1"): suitable for small switchboards and low current scenarios.
- 10mm × 50mm (3/8" × 2"): for medium-sized systems with moderate current requirements.
- 25mm × 100mm (1" × 4"): For large industrial systems with high current loads.
- 50mm × 200mm (2" × 8") and above: Designed for heavy industrial equipment and large-scale power distribution.
- Andra anpassade storlekar: t.ex. 5 mm × 10 mm, 25 × 3 mm, 40 × 4 mm, etc.
2. Tvärsnittsarea
Tvärsnittsarean påverkar direkt den strömförande kapaciteten. Vanliga intervall är följande
- 50-500mm²: Bostäder och lätta kommersiella applikationer.
- 500-2000mm²: Industriella och stora kommersiella distributionssystem.
- 2000mm²: Högströmsscenarier som kraftverk.
- Heat Balance Calculation: It is necessary to consider the ambient temperature, heat dissipation area and resistance (e.g. formula \( R = \\frac))
3. Märkström
- Standardområde: 100A till 2000A
- Högströmsspecifikation: Specialutförande samlingsskenor upp till 25 000A (t.ex. optimerad genom parallellkoppling av flera grupper eller kyla).
- Strömförande täthet: Kopparskenor är vanligtvis konstruerade för 1,2 A/mm (nätström) eller 1,7 A/mm² (ytström) (med förbehåll för justering för temperaturkorrigeringsfaktor enligt DIN 43 671).
4. Längd
- Anpassade snitt: kan skäras för att passa styrskåp eller paneler på begäran (t.ex. 150 mm kort kopplingslist eller 5 m lång rak sektion).
5. Anpassad design
- Form: Förutom rektangulär form kan den anpassas till L-form, C-form och andra formade sektioner.
- Stöd för termisk simulering: matematisk modellering för att analysera konstant temperaturfördelning och kontaktresistanseffekter.
6. Viktiga designreferenser
- DIN 43 671: Korrektionsfaktor för justering av omgivningstemperaturens inverkan på flödet.
- Termisk avledningsmodellering: balans mellan tvärsnittsarea och ytarea för värmeavledning är nyckeln

{kind=link}