
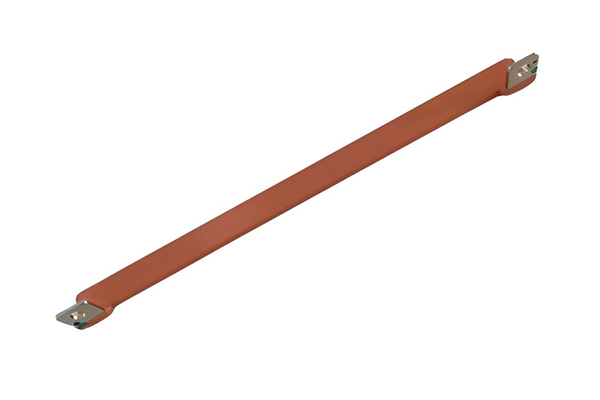
บัสบาร์ทองแดง
เราเป็นซัพพลายเออร์บัสบาร์ทองแดงที่เชื่อถือได้มาเป็นเวลา 10 ปี ในฐานะผู้ให้บริการโซลูชันบัสบาร์ทองแดงที่เชื่อถือได้ เราจึงเสนอผลิตภัณฑ์คุณภาพเยี่ยมเพื่อตอบสนองความต้องการของคุณในการจ่ายพลังงานไฟฟ้า
- ออกแบบตามความต้องการหลากหลายรูปทรง หลายขนาด และหลายความหนา
- ความช่วยเหลือทางวิศวกรรมและการสร้างต้นแบบอย่างรวดเร็ว
- ตัวเลือกสำหรับการชุบดีบุก นิกเกิล หรือเงิน และการเคลือบฉนวน
- การทดสอบทางไฟฟ้าและเครื่องกลเพื่อความน่าเชื่อถือ
- การผลิตที่มีประสิทธิภาพด้วยสินค้าคงคลังจำนวนมากเพื่อการจัดส่งที่รวดเร็ว

ผู้ผลิตและซัพพลายเออร์บัสบาร์ทองแดงชั้นนำของคุณ
โรงงานของเราเน้นการจัดหาบัสบาร์ทองแดงที่กำหนดเองให้กับลูกค้าพร้อมการรับประกันกระบวนการเต็มรูปแบบตั้งแต่การออกแบบโซลูชันจนถึงการส่งมอบการผลิต:
✅ การผลิตที่แม่นยำ: รองรับการประมวลผลบัสบาร์ทองแดงที่มีรูปร่างตามข้อกำหนดใดๆ ให้ความช่วยเหลือด้านการออกแบบพารามิเตอร์และบริการจัดส่งตัวอย่างอย่างรวดเร็ว
✅ การบำบัดพื้นผิว:การชุบดีบุกเสริม (ต้านทานการเกิดออกซิเดชัน)/การชุบนิกเกิล (ต้านทานการกัดกร่อน)/การชุบเงิน (ความถี่สูง ต้านทานต่ำ) และกระบวนการอื่นๆ โดยความต้านทานการสัมผัสลดลง 25%-40%
✅ การตรวจสอบคุณภาพ:การนำการทดสอบความแข็งแรงเชิงกลตามมาตรฐาน ISO 6892 และการทดสอบประสิทธิภาพไฟฟ้าตามมาตรฐาน IEC 60439 มาใช้
✅ การส่งมอบที่คล่องตัว:คลังสินค้าวัตถุดิบระดับ 10,000 ตารางเมตร วงจรการผลิตคำสั่งซื้อปกติ ≤ 5 วัน ช่องทางเร่งด่วน 48 ชั่วโมงสำหรับคำสั่งซื้อเร่งด่วน
✅ บริการเสริมมูลค่าเพิ่ม:ให้บริการการประมวลผลรองทุกประเภท: การตัดความแม่นยำ (±0.2 มม.), การดัดสามมิติ (ความแม่นยำเชิงมุม ±0.5°), การทำเครื่องหมายด้วยเลเซอร์ (การทำเครื่องหมายที่ทนทานต่อการกัดกร่อน)
ผลิตภัณฑ์ทั้งหมดมาพร้อมกับใบรับรองวัสดุ รายงานการทดสอบ และใบรับรองการป้องกัน IP ยินดีสอบถามเกี่ยวกับโซลูชันที่ปรับแต่งได้เพื่อสัมผัสประสบการณ์ความน่าเชื่อถือและการอัปเกรดประสิทธิภาพพลังงานของระบบเชื่อมต่อไฟฟ้าระดับไฮเอนด์








-
- งานเจาะและงานกัด
-

- การตัด
-

- การดัดงอ
-

- การประทับตรา
-

- การตัดด้วยเลเซอร์
-

- การเชื่อม
-

- โลดโผน
-

- เคสซิ่ง
-

- การทดสอบ
-

- เวิร์คช็อป CNC1
-

- เวิร์คช็อป CNC2
-

- สายการผลิต CCS
-

- เวิร์คช็อปการประทับตรา
-
- โรงงานเชื่อมเลเซอร์
-

- เวิร์คช็อปการรีดร้อน
-

- สายเจียรแม่เหล็ก
-

- สายทำความสะอาดอัลตราโซนิก
-

- โรงงานพ่นสีฝุ่น
ซัพพลายเออร์บัสบาร์ทองแดงมืออาชีพของคุณ
เกณฑ์การเลือกวัสดุพื้นฐาน
ตามมาตรฐาน GB/T 2040-2017 วัสดุทองแดงที่ใช้กันทั่วไปในอุตสาหกรรมสามารถแบ่งออกได้เป็น 3 ประเภท:
| ประเภทวัสดุ | รายการ | ค่าการนำไฟฟ้า (MS/m) | ความต้านทานแรงดึง (MPa) | สถานการณ์การใช้งานทั่วไป |
|---|---|---|---|---|
| แผ่นทองแดงบริสุทธิ์ | ทีทู | 58 | 250-300 | วงจรหลักของตู้จ่ายไฟแรงดันต่ำ |
| บัสบาร์ทองแดง | ทีเอ็มวาย | 57.5 | 280-320 | แถบเชื่อมต่อแบตเตอรี่พลังงานใหม่ |
| ทองแดงปลอดออกซิเจน | TU1 | 59 | 260-290 | การเชื่อมต่อวงจรความถี่สูงอย่างแม่นยำ |
แนวโน้มการพัฒนาโลหะผสมทองแดงพิเศษ
เพื่อตอบสนองต่อความต้องการแพลตฟอร์มแรงดันสูง 800V สำหรับรถยนต์พลังงานใหม่ บัสบาร์โลหะผสมทองแดง-โครเมียม-เซอร์โคเนียม (CuCrZr) ได้บรรลุความก้าวหน้าในด้านการนำไฟฟ้าที่ 55 MS/m และความแข็งแรงในการดึงที่ 450 MPa[^ข่าวอุตสาหกรรม] การนำวัสดุประเภทนี้ไปใช้อย่างประสบความสำเร็จในกอง Tesla Supercharger ช่วยลดการสูญเสียในการชาร์จลงได้ 2.3 เปอร์เซ็นต์
การวิเคราะห์กระบวนการทั้งหมดของเทคโนโลยีการผลิตขั้นสูง
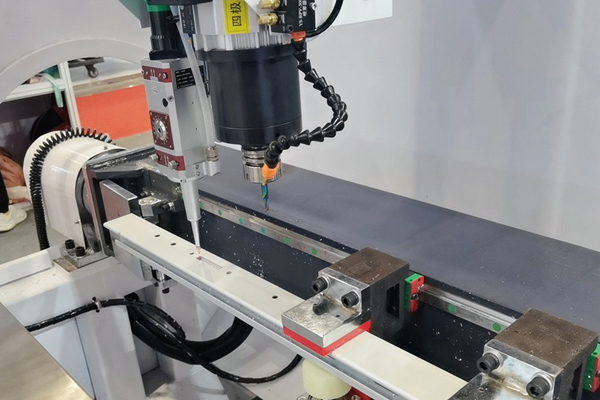
ก. นวัตกรรมเทคโนโลยีการประมวลผลความแม่นยำ
อิงตามข้อกำหนดของมาตรฐาน GB/T 5585.1 การประมวลผลแถวทองแดงสมัยใหม่ประกอบด้วยเทคโนโลยีหลัก 5 ประการ (รูปที่ 1):
การเฉือนที่แม่นยำ: เทคโนโลยีการตัดด้วยเลเซอร์ช่วยให้มีความคลาดเคลื่อน ± 0.05 มม. เมื่อเปรียบเทียบกับกระบวนการเจาะและเฉือนแบบดั้งเดิม ทำให้มีประสิทธิภาพดีขึ้นถึง 3 เท่า
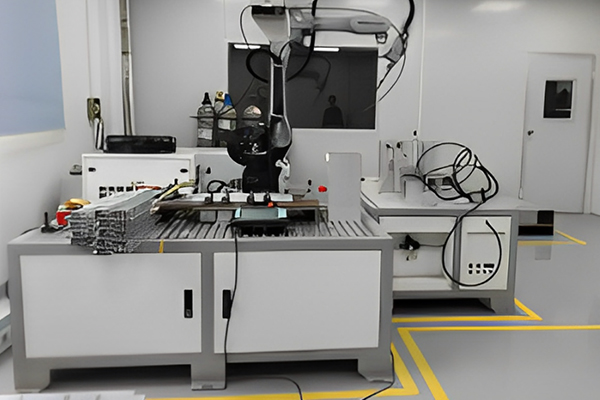
การดัดอัจฉริยะ: การประยุกต์ใช้ระบบดัดหุ่นยนต์หกแกน สามารถทำให้มุมภายในขั้นต่ำ R = 1.5t (t คือความหนาของวัสดุ) ของการสร้างแบบจำลองที่ซับซ้อนเสร็จสมบูรณ์
การเจาะระดับนาโน: การพัฒนาแม่พิมพ์หลายสถานีแบบขั้นบันได ทำให้สามารถประมวลผลอาร์เรย์รูไมโคร Φ2 มม. ได้ ความแม่นยำระยะห่างของรู ±0.1 มม.
ข. ความก้าวหน้าทางเทคโนโลยีการเคลือบผิว
เปรียบเทียบตัวชี้วัดประสิทธิภาพหลักของกระบวนการชุบที่แตกต่างกัน:
| ประเภทการชุบ | ค่าการนำไฟฟ้า (%IACS) | ความต้านทานการพ่นเกลือ (h) | ความต้านทานการสัมผัส (μΩ) | ดัชนีต้นทุน |
|---|---|---|---|---|
| ทองแดงเปลือย | 100 | 24 | 18.5 | 1.0 |
| ชุบดีบุก | 78 | 720 | 22.3 | 1.8 |
| ชุบเงิน | 105 | 2000 | 15.7 | 4.2 |
| ชุบนิกเกิล | 25 | 3000 | 35.6 | 3.5 |
นวัตกรรมโซลูชั่นบรรจุภัณฑ์อัจฉริยะ
ก.ระบบบรรจุภัณฑ์ป้องกันการเกิดออกซิเดชัน
นำเทคโนโลยีป้องกันสนิมแบบเฟสไอ VCI มาใช้กับบรรจุภัณฑ์สูญญากาศ PE:
- การควบคุมปริมาณออกซิเจน <0.1%
- รักษาความชื้น ≤10%RH
- สารต้านอนุมูลอิสระมีอายุใช้งานขยายเป็น 3 ปี
ข.ระบบตรวจสอบย้อนกลับอัจฉริยะ
ชิป RFID แบบรวมถูกสร้างขึ้นในกล่องบรรจุภัณฑ์:
- ความแม่นยำในการติดตามชุดการผลิตสูงถึง 100%
- การติดตามสถานะโลจิสติกส์แบบเรียลไทม์
- ระบบเชื่อมโยงระบบบริหารจัดการสต๊อกสินค้าอัตโนมัติ
กรณีการใช้งานในอุตสาหกรรมและการวิเคราะห์ผลประโยชน์
ก.โครงการแปลงพลังงานศูนย์ข้อมูล
หลังจากนำบัสบาร์ทองแดงชุบเงินมาใช้ในศูนย์ซูเปอร์คอมพิวเตอร์ การสูญเสียพลังงานก็ลดลง 2.1 กิโลวัตต์ต่อเครื่อง:
- ลดการสูญเสียพลังงานได้ 2.1 กิโลวัตต์ต่อตู้
- ประหยัดค่าไฟฟ้าต่อปีเกิน $12,000
- ความเสถียรของระบบเพิ่มขึ้นเป็น 99.999%
B.โซลูชันการเชื่อมต่อแบตเตอรี่รถยนต์พลังงานใหม่
นวัตกรรมการใช้งานบัสบาร์โลหะผสมทองแดง-โครเมียม-เซอร์โคเนียมทำให้:
- การลดน้ำหนักของระบบแบตเตอรี่ 15%
- ประสิทธิภาพการชาร์จเร็วเพิ่มขึ้น 18
- อายุการใช้งานเกิน 5,000 ครั้ง
ทิศทางการพัฒนาเทคโนโลยีในอนาคต
ก.คอมโพสิตเมทริกซ์ทองแดงตัวนำยิ่งยวด
ขั้นปฏิบัติการได้สำเร็จแล้ว:
- ความหนาแน่นกระแสวิกฤตของโซนอุณหภูมิ 77K 1×10^5 A/cm²
- ความแข็งแรงทางกลเพิ่มขึ้นเป็น 580MPa
ข.กระบวนการผลิตที่เป็นมิตรกับสิ่งแวดล้อม
การพัฒนาอุปกรณ์รวมการรีดด้วยไฟฟ้าทำให้สามารถ:
- ลดการใช้พลังงานลง 35%
- อัตราการใช้วัสดุทองแดงเพิ่มขึ้นเป็น 99.2%
- การปล่อยน้ำเสียเป็นศูนย์
เกี่ยวกับเรา ในฐานะผู้ผลิตเฉพาะทางที่ได้รับการรับรองมาตรฐาน ISO 9001:2015 และ IATF 16949 เรานำเสนอ:
- บริการตัวอย่างด่วน 72 ชั่วโมง
- ความสามารถในการตัดเฉือนแม่นยำ 0.005 มม.
- 12 โซลูชันที่ปรับแต่งได้สำหรับการบำบัดพื้นผิว
บัสบาร์ทองแดงมีการเคลือบอย่างไร?
การเคลือบบนบัสบาร์ทองแดงมีวัตถุประสงค์สำคัญหลายประการ โดยหลักแล้วมุ่งเป้าไปที่การเพิ่มความทนทาน การนำไฟฟ้า และการป้องกันการกัดกร่อน ต่อไปนี้คือการเคลือบทั่วไปบางส่วนที่ใช้กับบัสบาร์ทองแดง:
การชุบดีบุก: การชุบดีบุกเป็นการเคลือบทั่วไปที่ใช้เพื่อปกป้องบัสบาร์ทองแดงจากการเกิดออกซิเดชันและการกัดกร่อน โดยจะสร้างชั้นดีบุกบางๆ บนพื้นผิวทองแดง ทำให้มีการนำไฟฟ้าดีขึ้นและทนทานต่อองค์ประกอบด้านสิ่งแวดล้อม

การชุบนิกเกิล: การชุบนิกเกิลช่วยให้ทนต่อการกัดกร่อนและความทนทานได้ดีเยี่ยม มักใช้ในสภาพแวดล้อมที่บัสบาร์ต้องสัมผัสกับสภาวะที่รุนแรงหรือต้องทนต่อการสึกกร่อน

การชุบเงิน: เงินเป็นที่รู้จักกันว่ามีคุณสมบัติในการนำไฟฟ้าได้ดีเยี่ยม บัสบาร์ทองแดงชุบเงินช่วยให้ประสิทธิภาพทางไฟฟ้าดีขึ้น พร้อมทั้งยังทนทานต่อการกัดกร่อนในระดับหนึ่งอีกด้วย

ชุบดีบุกพร้อมเคลือบนิกเกิล (Tin-Nickel): การผสมผสานนี้ช่วยให้นิกเกิลมีความทนทานต่อการกัดกร่อนและดีบุกมีความสามารถในการบัดกรีและนำไฟฟ้าได้ดี เหมาะสำหรับการใช้งานที่ต้องการการป้องกันการกัดกร่อนและการสึกหรอทางกลที่แข็งแกร่ง

การเคลือบอีพ็อกซี่: การเคลือบอีพ็อกซีใช้กับบัสบาร์ทองแดงเพื่อให้มีฉนวนและป้องกันความชื้นและสิ่งปนเปื้อน การเคลือบอีพ็อกซีสามารถเพิ่มความแข็งแรงเชิงกลและความต้านทานต่อสภาพแวดล้อมที่รุนแรงของบัสบาร์ได้
การผลิตบัสบาร์ทองแดงเกี่ยวข้องกับอะไรบ้าง?
กระบวนการผลิตบัสบาร์ทองแดงเป็นองค์ประกอบหลักในการนำไฟฟ้าของระบบไฟฟ้า ซึ่งจะกำหนดความปลอดภัยและประสิทธิภาพของอุปกรณ์ไฟฟ้าโดยตรง เอกสารนี้ใช้มาตรฐานสากลและแนวทางปฏิบัติของอุตสาหกรรม ร่วมกับข้อมูลที่เชื่อถือได้และกระบวนการ การวิเคราะห์เชิงระบบของประเด็นสำคัญในการผลิตบัสบาร์ทองแดง ครอบคลุมถึงการเลือกวัสดุ การหลอมและการหล่อ การตัดเฉือนที่แม่นยำ และการควบคุมคุณภาพ รวมถึงการนำไฟฟ้า ความแข็งแรงในการดึง และพารามิเตอร์หลักอื่นๆ มาใช้ในการเปรียบเทียบ เพื่อให้เป็นข้อมูลอ้างอิงทางเทคนิคสำหรับอุตสาหกรรม
1. การเลือกวัสดุ: ความบริสุทธิ์สูงและการควบคุมองค์ประกอบ
ค่าการนำไฟฟ้าของบัสทองแดงมีความเกี่ยวข้องอย่างใกล้ชิดกับความบริสุทธิ์ มาตรฐานสากล (GB/T 5231-2022) กำหนดว่าปริมาณทองแดง T1 ต้องมี ≥ 99.95% ในขณะที่มาตรฐาน EN 13601 ของสหภาพยุโรปกำหนดให้มีค่าการนำไฟฟ้าของทองแดง ≥ 101% IACS (มาตรฐานทองแดงอบอ่อนสากล) ตัวอย่างเช่น บริษัท Shandong Zhongjia New Material Co., Ltd. ใช้กระบวนการทองแดงปลอดออกซิเจน โดยมีปริมาณทองแดงและเงินมากกว่า 99.97% และปริมาณออกซิเจน ≤ 0.001% ซึ่งรับประกันค่าการนำไฟฟ้าสูงถึง 102% IACS
การเปรียบเทียบข้อมูล:
| ประเภททองแดง | ปริมาณทองแดง | ค่าการนำไฟฟ้า (IACS) | มาตรฐานที่ใช้บังคับ |
|---|---|---|---|
| T1 ทองแดง | ≥99.95% | 101% | จี/ที 5231 |
| ทองแดงปลอดออกซิเจน | ≥99.97% | 102% | เอ็น 13601 |
| ทองแดงธรรมดา | ≥99.9% | 97%-99% | จี/ที 5581 |
2. การหลอมและการหล่อ: การควบคุมสภาพแวดล้อมสูญญากาศและอุณหภูมิ
ขั้นตอนการหลอมต้องเสร็จสิ้นในเตาหลอมเหนี่ยวนำความถี่สูงแนวตั้งโดยควบคุมอุณหภูมิที่ 1,140–1,160 °C ถ่านไม้คลุมเตาหลอม (ความหนา 100-150 มม.) เพื่อแยกออกซิเจนและหลีกเลี่ยงสิ่งเจือปนที่ถูกออกซิไดซ์ กระบวนการหล่อต่อเนื่องตะกั่วส่วนบนใช้เครื่องตกผลึกกราไฟต์ ความเร็วการดึง 500-1,500 มม./นาที เพื่อให้แน่ใจว่าแท่งทองแดงปลอดออกซิเจนมีเส้นผ่านศูนย์กลาง 20-30 มม. ปริมาณออกซิเจน <0.001%
3. การรีดและการขึ้นรูป: ความแม่นยำและการปรับปรุงคุณสมบัติเชิงกล
- การรีดร้อนและการรีดเย็น: การรีดร้อนจะลดความหนาของแท่งทองแดงให้เหลือขนาดเป้าหมาย และการรีดเย็นจะช่วยปรับความเรียบของพื้นผิวให้เหมาะสมยิ่งขึ้น (ความหยาบ Ra≤1.6μm)
- กระบวนการดัด: การดัดแนวตั้งช่วยให้รัศมีการดัด ≥ 2 เท่าของความหนาของบัสบาร์ รัศมีการดัดแบบแบน ≥ 1.5 เท่าของความกว้าง เพื่อหลีกเลี่ยงรอยแตกและรอยย่น การดัดบัสบาร์แบบหลายชิ้นต้องรักษาช่องว่างให้สม่ำเสมอ ข้อผิดพลาด ≤ 0.5 มม.
4. การอบอ่อน: การบรรเทาความเครียดและการเพิ่มประสิทธิภาพความเหนียว
อุณหภูมิการอบต้องปรับตามสถานะของทองแดง: ทองแดงอ่อน (TMY-R) อบที่อุณหภูมิ 250-300 ℃ ทองแดงแข็ง (TMY-Y) ต้องใช้อุณหภูมิ 350 ℃ เพื่อคืนความเหนียว แรงดึงหลังการบำบัด ≥206MPa การยืดตัว ≥35%
5. การบำบัดพื้นผิว: ป้องกันการกัดกร่อนและเพิ่มการนำไฟฟ้า
- การชุบดีบุก / การบุด้วยดีบุก: ความหนาของดีบุกบนพื้นผิวสัมผัส ≥ 5μm เพื่อปรับปรุงความทนทานต่อการกัดกร่อน (การทดสอบการพ่นเกลือ ≥ 500 ชั่วโมง)
- การเคลือบฉนวน: ท่อหดความร้อน (เช่น วัสดุโพลีโอเลฟิน) ระดับความต้านทานแรงดันไฟฟ้า ≥ 10kV ปรับให้เข้ากับสภาพแวดล้อมที่มีอุณหภูมิสูงและความชื้นสูง
6. การประมวลผลความแม่นยำ: เทคโนโลยี CNC และการควบคุมขนาด
- การเจาะและการเจาะ: ข้อผิดพลาดของเส้นผ่านศูนย์กลางรู ≤ 0.5 มม. ความลึกของมุมเฉียง ≤ 0.8 มม. เพื่อหลีกเลี่ยงการเกิดเสี้ยนที่ส่งผลต่อการนำไฟฟ้า
- การตัดอัตโนมัติ: อุปกรณ์ CNC รับประกันความคลาดเคลื่อนของความยาว ±1 มม. และการเบี่ยงเบนของมุม ≤0.5°
7. การควบคุมคุณภาพ: ระบบทดสอบกระบวนการเต็มรูปแบบ
- การทดสอบการนำไฟฟ้า: ใช้วิธีการสี่หัววัดเพื่อตรวจจับความต้านทาน (ค่ามาตรฐาน ≤ 0.01777Ω-mm²/m)
- คุณสมบัติทางกล: การทดสอบความแข็งแรงแรงดึง (ทองแดงสถานะแข็ง ≥275MPa), การทดสอบความล้าจากการดัด (≥5,000 รอบ)
- การตรวจสอบลักษณะภายนอก: ไม่มีรอยขีดข่วนและจุดออกซิไดซ์บนพื้นผิว ความเรียบ ≤ 3 มม. / ม.

ขนาดบัสบาร์ทองแดงทั่วไปมีอะไรบ้าง?
1. ความหนาและความกว้าง
บัสบาร์ทองแดงมีให้เลือกหลายความหนาและความกว้าง โดยขนาดทั่วไป ได้แก่
- 6mm × 25mm (1/4" × 1"): suitable for small switchboards and low current scenarios.
- 10mm × 50mm (3/8" × 2"): for medium-sized systems with moderate current requirements.
- 25mm × 100mm (1" × 4"): For large industrial systems with high current loads.
- 50mm × 200mm (2" × 8") and above: Designed for heavy industrial equipment and large-scale power distribution.
- ขนาดที่กำหนดเองอื่นๆ: เช่น 5 มม. × 10 มม., 25 × 3 มม., 40 × 4 มม. เป็นต้น
2. พื้นที่หน้าตัด
พื้นที่หน้าตัดส่งผลโดยตรงต่อความสามารถในการรับกระแสไฟฟ้า ช่วงทั่วไปมีดังนี้
- 50-500mm²: การใช้งานสำหรับที่พักอาศัยและเชิงพาณิชย์ขนาดเล็ก
- 500-2000mm²: ระบบจำหน่ายอุตสาหกรรมและเชิงพาณิชย์ขนาดใหญ่
- 2000mm²: สถานการณ์ที่มีกระแสไฟฟ้าสูง เช่น โรงไฟฟ้า
- Heat Balance Calculation: It is necessary to consider the ambient temperature, heat dissipation area and resistance (e.g. formula \( R = \\frac))
3. กระแสไฟฟ้าที่กำหนด
- ช่วงมาตรฐาน: 100A ถึง 2000A
- ข้อมูลจำเพาะกระแสไฟฟ้าสูง: บัสบาร์ออกแบบพิเศษสูงถึง 25,000A (เช่น ปรับให้เหมาะสมโดยการเชื่อมต่อแบบขนานหลายกลุ่มหรือการระบายความร้อน)
- ความหนาแน่นในการนำกระแสไฟฟ้า: บัสบาร์ทองแดงโดยทั่วไปออกแบบให้มีค่า 1.2 A/mm (กระแสไฟฟ้าสาย) หรือ 1.7 A/mm² (กระแสไฟฟ้าหน้า) (ขึ้นอยู่กับการปรับค่าปัจจัยการแก้ไขอุณหภูมิตาม DIN 43 671)
4. ความยาว
- การตัดที่กำหนดเอง: สามารถตัดให้เหมาะกับตู้ควบคุมหรือแผงควบคุมตามคำขอ (เช่น แถบขั้วต่อสั้น 150 มม. หรือส่วนตรงยาว 5 ม.)
5. การออกแบบที่กำหนดเอง
- รูปทรง: นอกจากรูปทรงสี่เหลี่ยมผืนผ้าแล้ว ยังสามารถปรับแต่งเป็นรูปตัว L รูปตัว C และรูปทรงอื่นๆ ได้อีกด้วย
- รองรับการจำลองความร้อน: การสร้างแบบจำลองทางคณิตศาสตร์เพื่อวิเคราะห์การกระจายอุณหภูมิสถานะคงที่และผลกระทบของความต้านทานการสัมผัส
6. อ้างอิงการออกแบบที่สำคัญ
- DIN 43 671: ปัจจัยการแก้ไขสำหรับการปรับผลกระทบของอุณหภูมิแวดล้อมต่ออัตราการไหล
- การสร้างแบบจำลองการกระจายความร้อน: ความสมดุลระหว่างพื้นที่หน้าตัดและพื้นที่ผิวสำหรับการกระจายความร้อนเป็นสิ่งสำคัญ

{kind=link}