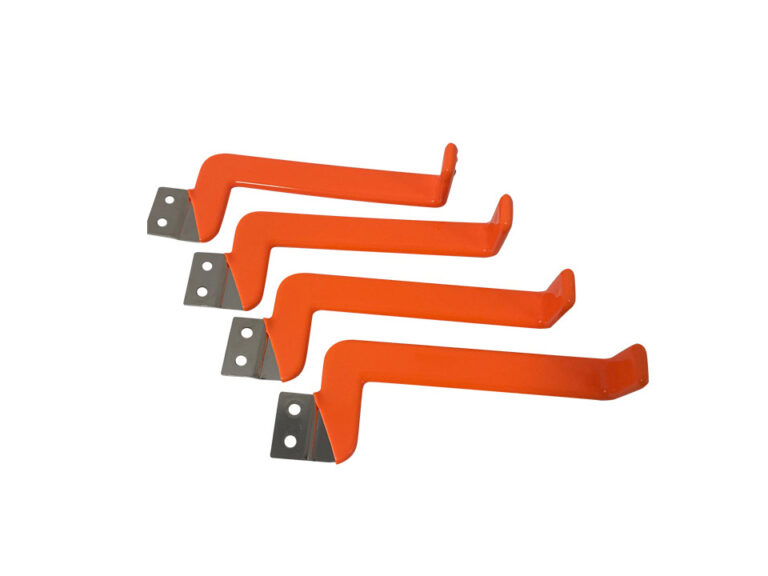
전기차 배터리, 에너지 저장 시스템, 전력 배전 또는 산업용 전기 장비에 사용할 맞춤형 구리 또는 알루미늄 버스바가 필요하신가요? 당사의 팀은 미국 및 유럽의 프로젝트를 위해 절연형, 유연형, 적층형, 도금형 및 무도금형 버스바 솔루션을 제공하며, 설계 지원, 시험 지침 및 신뢰할 수 있는 제조 서비스를 함께 지원합니다.
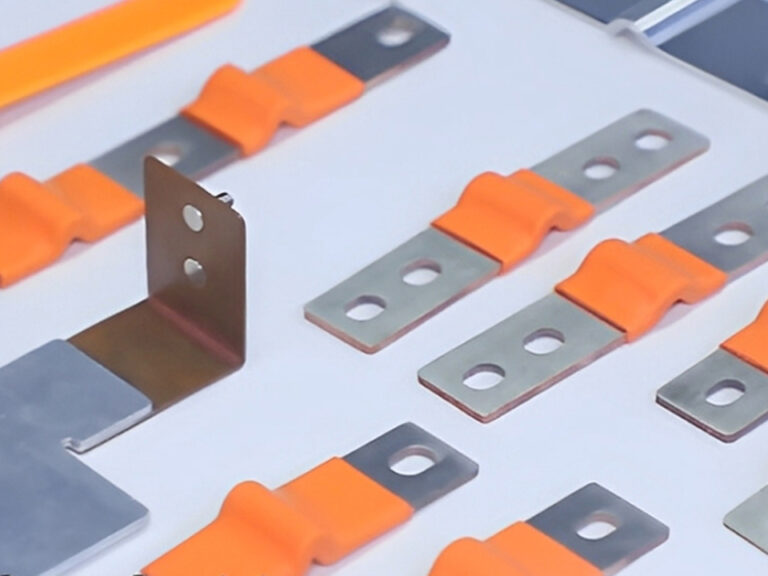
회로 시스템의 핵심 전도 요소로서, 구리 버스바 전류 전달 및 장비 연결이라는 핵심 기능을 수행합니다. 모서리가 둥글게 처리되어 끝단 방전을 방지하도록 설계되었으며, 고압 배전 시스템(예: 10 kV 개폐소) 및 저압 완비 장비 세트에 적합합니다. 구리 버스바의 전도성, 기계적 강도 및 내식성은 전기 시스템의 안전성과 안정성에 직접적인 영향을 미칩니다.
구리 버스바의 설계는 어떻게 이루어지나요?
a. 설계 계획
프로그램 개발: 설계 도면과 생산 작업 지시를 바탕으로 버스바의 방향, 크기 및 굽힘 형태를 결정하며, 비용 절감을 위해 남은 짧은 구리 버스바를 우선적으로 활용한다.
재료 선정:
주 버스바: 도면에 따라 사양(예: T2 보라색 구리 또는 H62 황동)을 선택하며, 분기 버스바는 기본적으로 주 회로와 동일한 재질을 사용합니다.
접지 버스바: 저전압 배전 장치의 PE 선은 전류 수용 능력 요건을 충족해야 하며, 고전압 접지 버스바의 단면적은 30 mm² 이상, 도어 라인의 단면적은 4 mm² 이상이어야 한다.
재료 검사: 구리 버스바의 표면 마감을 확인하여 균열이나 변형이 없는지 점검하고, 적합성 인증서 및 재료 검사 보고서를 확인합니다.
b. 도구 및 장비
필요한 도구: 버스바 가공기, 토크 렌치, 드릴, 열수축 슬리브 절단기.
부속품: 고성능 복합 그리스, 잠금 너트, 산화 방지 바셀린(굽힘 부위 윤활용).
3. 생산 공정은 어떻게 되나요?
A. 핵심 사양
전기적 간격 및 기어 거리: 저전압 스위치기어의 전기적 간격 ≥15mm, 기어 거리 ≥20mm.
상 순서 배열:
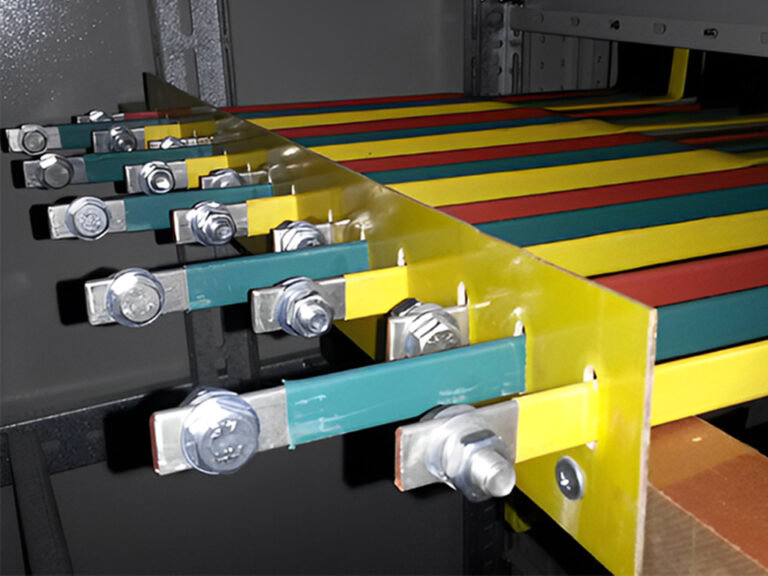
AC 시스템: 상하 배열은 A(노란색), B(초록색), C(빨간색) 순이며, 수평 배열은 디스크 뒷면에서 디스크 표면 쪽으로 A→C 순입니다.
직류(DC) 시스템: 뒷면/왼쪽이 양극, 앞면/오른쪽이 음극입니다.
B. 생산 공정
스트레이트 펌 및 커트:
버스바 교정기를 사용하여 교정해야 하며, 수직 휨은 ≤ 2 mm/m, 수평 휨은 ≤ 3 mm/m이어야 하며, 절단면은 평평하고 거친 부분이 없어야 합니다.
구멍 뚫기 직경은 볼트보다 0.5~1mm 더 커야 하며, 구멍 간격 오차는 ±0.5mm 이내여야 합니다. 2.
굽힘 공정:
직각 굽힘은 피하십시오. 냉간 굽힘 공정을 사용할 경우, 최소 굽힘 반경은 구리 버스바의 두께에 따라 결정됩니다(예: 50 × 5mm 구리 버스바의 평면 굽힘 반경은 두께의 2배 이상이어야 함).
90°로 꼬았을 때, 꼬인 부분의 길이는 버스바 너비의 2.5~5배가 되어야 합니다.
표면 처리:
접촉면은 산화층을 제거하기 위해 연마해야 하며, 구리 버스바의 단면 감소량은 ≤ 3%, 알루미늄 버스바는 ≤ 5%이어야 합니다. 겹치는 표면에는 고성능 복합 그리스를 도포해야 합니다.
파워 복합 그리스가 도포된 중첩면과 은도금된 표면은 줄질 작업을 할 수 없습니다.
구리 버스바의 설치 방법은 어떻게 되나요?
1. 버스바 및 장비 연결
볼트 체결:
토크 렌치를 사용하여 규격에 따라 조여 주십시오(예: M12 볼트의 경우 31.4~39.2 N·m). 볼트를 조이면 너트가 2~3 칸 정도 드러나야 합니다.
폐쇄 자기 회로가 형성되는 것을 방지하기 위해 볼트를 아래에서 위로 수평으로 설치하십시오.
특별한 인연:
나사 단자에는 주석 도금된 구리 평와셔를 추가해야 하며, 스프링 와셔의 사용은 금지됩니다.
습기가 많은 환경에서는 구리와 알루미늄을 연결할 때 전환판을 사용해야 하며, 구리 단면에는 주석을 도금해야 합니다.
2. 열수축 처리 및 표시
열수축 튜브:
상(相) 색상(노란색/초록색/빨간색)에 따라 슬리브를 선택하십시오. 구부러진 튜브는 예열한 후 곧게 펴야 하며, 가열을 통해
600~650℃의 온도.
구리 버스바에 흠집이 생기지 않도록, 절단 구멍의 위치를 슬리브와 일치시켜야 합니다. .
채점 기준:
중성선(N) 및 보호접지선(PE)에는 Φ20/30mm 표시를 부착하고, 실외용 버스바에는 열수축 튜브를 사용하여 절연 보호 조치를 취해야 합니다.
3. 설치 검수
정확도 확인:
수직 오차 ≤2 mm/전체 길이 ≤5 mm; 수평 오차 ≤3 mm/전체 길이 ≤10 mm.
지지점 간의 거리는 2.5m 이하이며, 절연체는 추가적인 응력을 받지 않도록 고정되어 있습니다.
안전 테스트:
접지 저항 ≤ 0.1 Ω, 스패닝 지점의 접촉 저항은 동일 길이의 버스바 저항의 1.2배 이하이어야 한다.
내전압 시험: 10 kV 시스템은 42 kV/1분(산업용 주파수)의 내전압 시험을 통과해야 합니다.
특별 시나리오 처리
방화 및 충격 방지: 방화벽을 관통할 때는 내화 칸막이를 설치해야 하며, 바닥에는 방수 플랫폼과 방진 브래킷을 설치해야 합니다.
실외 보호: 비전기 샤프트 내에서 접지된 구리 버스바가 지면으로부터 1.8m 미만인 경우, 보호 덮개를 설치해야 합니다.
고전류 상황: 국부적인 과열을 방지하기 위해 구리 버스바의 병렬 간격을 두께 이상으로 유지해야 합니다.
흔히 발생하는 문제와 최적화
변형 제어: 설치 응력을 방지하기 위해 여러 조각으로 구성된 버스바를 굽힐 때는 일관성 검사가 필요합니다.
부식 방지 조치: 접촉면에 주석 도금 또는 은 도금 처리; 용융 아연 도금 공정을 적용한 브라켓.
폐기물 활용: 자재 낭비를 줄이기 위해 분기 회로에는 길이가 짧은 구리 버스바를 우선적으로 사용합니다.
위의 단계를 통해, ~의 설계부터 설치에 이르는 전체 과정을 체계적으로 완료할 수 있습니다. 구리 버스바, 전기적 성능과 공정 미관을 모두 고려해야 합니다. 실제로는 업계 표준(예: GB5585.1 및 GB7251)을 엄격히 준수하는 한편, 현장 환경에 따라 유연하게 조정해야 합니다.