هل تحتاج إلى قضبان توصيل مخصصة من النحاس أو الألومنيوم لبطاريات السيارات الكهربائية، أو أنظمة تخزين الطاقة، أو توزيع الطاقة، أو المعدات الكهربائية الصناعية؟ يقدم فريقنا حلولًا لقضبان التوصيل المعزولة، والمرنة، والمصفحة، والمطلية، والعارية، إلى جانب الدعم في التصميم، والإرشادات الخاصة بالاختبار، والتصنيع الموثوق به للمشاريع في الولايات المتحدة الأمريكية وأوروبا.
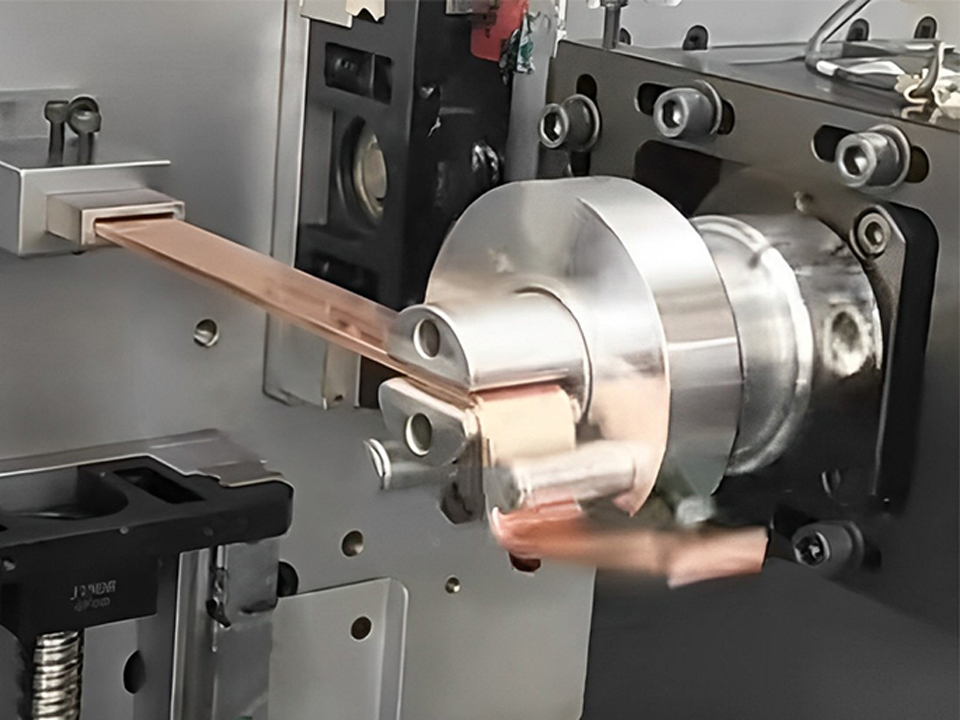
قضيب توصيل نحاسي يُعد الثني عملية أساسية في تصنيع معدات الطاقة؛ حيث تؤثر دقته بشكل مباشر على سلامة المعدات وقدرتها على التوصيل. تجمع هذه المقالة بين المعايير الصناعية والبيانات التجريبية لتحليل المعالجة المسبقة لثني النحاس، والحسابات الميكانيكية، واختيار الأدوات، و10 نقاط تقنية أخرى بشكل منهجي، كما تكشف عن اتجاه تحسين العملية من خلال مقارنة المعلمات.
1. المعالجة المسبقة والمواد
التحكم في أخطاء الأبعاد قبل ثني قضبان التوصيل النحاسية، يجب قياس الطول والعرض والسماكة بدقة، حيث يبلغ الحد المسموح به للخطأ ≤ 0.5 مم (في منشآت معدات الطاقة)، وقد يؤدي تجاوز هذا الحد إلى ضعف التلامس أو ارتفاع درجة الحرارة في مناطق محددة.
عملية معالجة الأسطح يمكن للتنظيف بالموجات فوق الصوتية باستخدام مادة تنظيف محايدة إزالة الزيت، كما يمكن استخدام ورق الصنفرة (بميش 400 أو أكثر) لتلميع طبقة الأكسيد وتقليل خطر حدوث تشققات عند الثني. ويُعد النحاس الأصفر (قوة الخضوع 280 ميجا باسكال) أسهل في الثني مقارنةً بقضبان التوصيل المصنوعة من النحاس النقي؛ لذا يجب ضبط الضغط وفقًا للمادة المستخدمة.
2. قوة الانحناء واختيار الأداة
حساب معلمات الضغط تتطلب صفوف النحاس التي يبلغ سمكها 3 مم ضغطًا يتراوح بين 4.5 و7.5 طن؛ وهناك علاقة ارتباط إيجابي بين السمك والضغط (الصيغة: الضغط = السمك × 1.5-2.5 ميجا باسكال).
معايير اختيار القوالب
سماكة قضيب التوصيل النحاسي
صلابة القالب (HRC)
المواد الموصى بها
≤5 مم
50-55
فولاذ الأدوات السبائكي
>5 ملم
55-60
الفولاذ عالي السرعة
مزايا معدات التصنيع باستخدام الحاسب الآلي (CNC) خطأ برمجة آلة الثني بالتحكم الرقمي (CNC) ≤ 0.1 درجة؛ والكفاءة أعلى بثلاث مرات من الطريقة اليدوية؛ كما انخفض معدل الخردة بنسبة 40% (في حالة إحدى شركات تصنيع قطع غيار السيارات).
3. معلمات العملية ومراقبة الجودة
نسبة التلسخ الداخلي والخارجي يجب أن يكون نصف قطر الانحناء الداخلي ما بين 1.5 و2 ضعف سماكة القضيب الموصّل (مثال: يُوصى باستخدام R15-R20 للقضيب الموصّل النحاسي الذي يبلغ سمكه 10 مم) لتجنب تشقق الانحناء الخارجي.
حساب الطول عند التمدد الصيغة: الطول عند التمدد = مجموع الأبعاد الخطية + n×π×(R الداخلي + R الخارجي)/2 (حيث n هو عدد مرات الانحناء)، ويجب تصحيح زاوية الشطب البالغة 45 درجة من خلال تطبيق نظرية الخطوط المتوازية.
اختيار كثافة التيار
النطاق الحالي
كثافة التيار المسموح بها (أمبير/مم²)
≤200 أمبير
3-4
200-500 أمبير
2-3
>1000 أمبير
0.8-1.2
4. الوقاية من العيوب ومراقبتها وكشفها
تحديد عيوب السطح ( يجب إعادة معالجة الشقوق التي يزيد طولها عن 1 مم أو الطلاء المتصدع؛ ويمكن للفحص المجهري الكشف عن الأضرار على مستوى الميكرون.
مواصفات الحماية والسلامة يجب على المشغلين ارتداء قفازات مقاومة للقطع (وفقًا لمعيار EN388) ونظارات واقية (حاصلة على شهادة ANSI Z87.1)، كما يجب أن تكون المعدات الهيدروليكية مزودة بجهاز إيقاف طارئ.
الخلاصة
ثني قضبان التوصيل النحاسيةيتعين على g دمج علم المواد والحسابات الميكانيكية وتكنولوجيا التصنيع الدقيق. ومن خلال تحسين عمليات المعالجة المسبقة، واستخدام معدات التحكم الرقمي (CNC)، والتحكم في المعلمات استنادًا إلى البيانات، يمكنها تحسين معدل مطابقة المنتج النهائي للمواصفات بشكل ملحوظ.