Bent u op zoek naar op maat gemaakte koperen of aluminium stroomrails voor EV-accu’s, energieopslagsystemen, stroomdistributie of industriële elektrische apparatuur? Ons team biedt oplossingen voor geïsoleerde, flexibele, gelamineerde, geplateerde en onbeklede stroomrails, inclusief ontwerpondersteuning, begeleiding bij het testen en betrouwbare productie voor projecten in de VS en Europa.
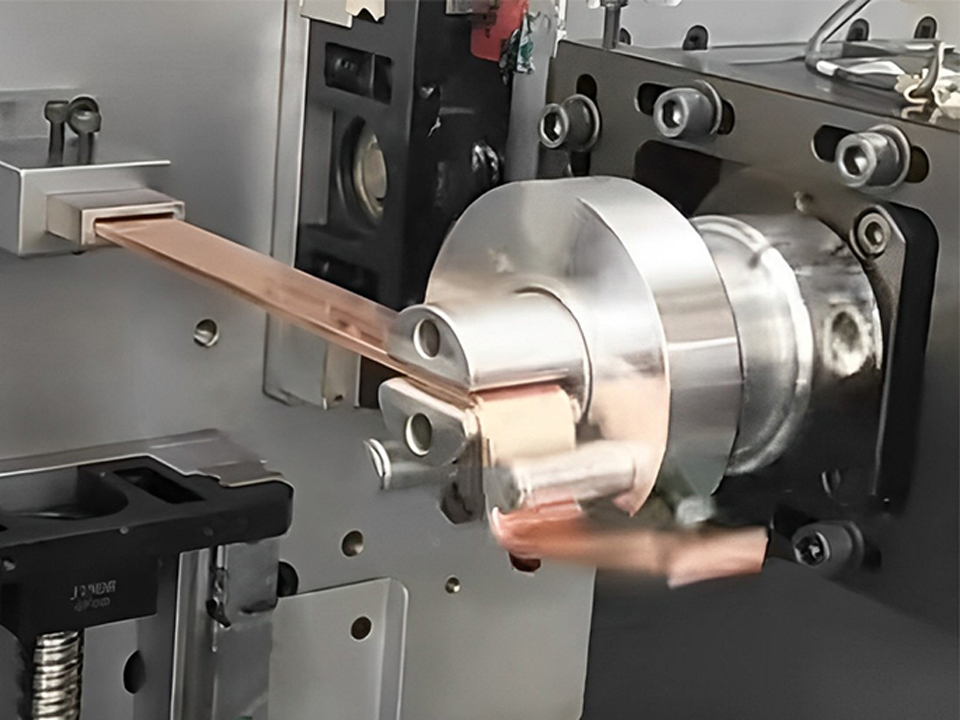
Koperen stroomrail Buigen is een cruciaal proces bij de productie van elektrische apparatuur; de nauwkeurigheid ervan heeft een directe invloed op de veiligheid en de geleidbaarheid van de apparatuur. In dit artikel worden industrienormen en experimentele gegevens gecombineerd om de voorbehandeling bij het buigen van koper, mechanische berekeningen, de keuze van gereedschap en tien andere technische aspecten systematisch te analyseren, en wordt door middel van een vergelijking van parameters de richting voor procesoptimalisatie aangegeven.
1. Voorbehandeling en materiaal
Controle op maatfouten Bij het buigen van koperen stroomrails moeten eerst de lengte, breedte en dikte nauwkeurig worden gemeten; de toegestane afwijking bedraagt ≤ 0,5 mm (bij elektriciteitsinstallaties). Een te grote afwijking kan leiden tot slecht contact of plaatselijke oververhitting.
oppervlaktebehandelingsproces Door ultrasoon reinigen met een neutraal reinigingsmiddel kan olie worden verwijderd, en met schuurpapier (korrelgrootte 400 of hoger) kan de oxidelaag worden gepolijst, waardoor het risico op buigscheuren wordt verminderd. Messing (vloeigrens 280 MPa) is gemakkelijker te buigen dan een busbar van zuiver koper; u moet de druk aanpassen aan het materiaal.
2. Buigkracht en gereedschapskeuze
Berekening van drukparameters Voor koperen rijen met een dikte van 3 mm is een druk van 4,5-7,5 ton nodig; er bestaat een positieve correlatie tussen dikte en druk (formule: druk = dikte × 1,5-2,5 MPa).
Selectiecriteria voor schimmels
Dikte van de koperen stroomrail
Hardheid van de matrijs (HRC)
Aanbevolen materialen
≤5 mm
50-55
Gelegeerd gereedschapsstaal
>5 mm
55-60
Snelstaal
Voordelen van CNC-apparatuur Programmeerfout bij CNC-buigmachines ≤ 0,1°; de efficiëntie is drie keer zo hoog als bij handmatig werk; het afvalpercentage is met 40% verminderd (in het geval van een fabrikant van auto-onderdelen).
3. Procesparameters en kwaliteitscontrole
Verhouding tussen binnen- en buitenafschuining De straal van de binnenste afronding moet 1,5 tot 2 keer de dikte van de stroomrail bedragen (bijvoorbeeld: voor een koperen stroomrail van 10 mm dik wordt R15-R20 aanbevolen) om scheuren in de buitenste afronding te voorkomen.
Berekening van de uitgevouwen lengte Formule: Uitgevouwen lengte = som van de lineaire afmetingen + n × π × (binnenstraal + buitenstraal)/2 (waarbij n het aantal buigingen is); de afschuining van 45° moet worden gecorrigeerd door toepassing van de collineariteitstheorie.
Keuze van de stroomdichtheid
Huidig assortiment
Toegestane stroomdichtheid (A/mm²)
≤200 A
3-4
200-500 A
2-3
>1000 A
0.8-1.2
4. Preventie, beheersing en opsporing van defecten
Bepaling van oppervlakteafwijkingen ( Scheuren met een lengte van meer dan 1 mm of beschadigde beplating moeten worden hersteld; met een microscoop kunnen beschadigingen op micronniveau worden opgespoord.
Specificatie voor veiligheidsmaatregelen Bedieners moeten snijbestendige handschoenen (norm EN 388) en een veiligheidsbril (ANSI Z87.1-certificering) dragen, en hydraulische apparatuur moet zijn voorzien van een noodstopinrichting.
Conclusie
Het buigen van koperen stroomrailsg moet materiaalkunde, mechanische berekeningen en precisieproductietechnologie integreren. Door de optimalisatie van de voorbewerking, het gebruik van CNC-apparatuur en op gegevens gebaseerde parameterregeling kan het kwalificatiepercentage van het eindproduct aanzienlijk worden verbeterd.