Elektrikli araç aküleri, enerji depolama sistemleri, güç dağıtımı veya endüstriyel elektrikli ekipmanlar için özel bakır veya alüminyum baralara mı ihtiyacınız var? Ekibimiz, ABD ve Avrupa’daki projeler için tasarım desteği, test danışmanlığı ve güvenilir üretim hizmetleriyle birlikte yalıtımlı, esnek, lamine, kaplamalı ve kaplamasız baralar sunmaktadır.
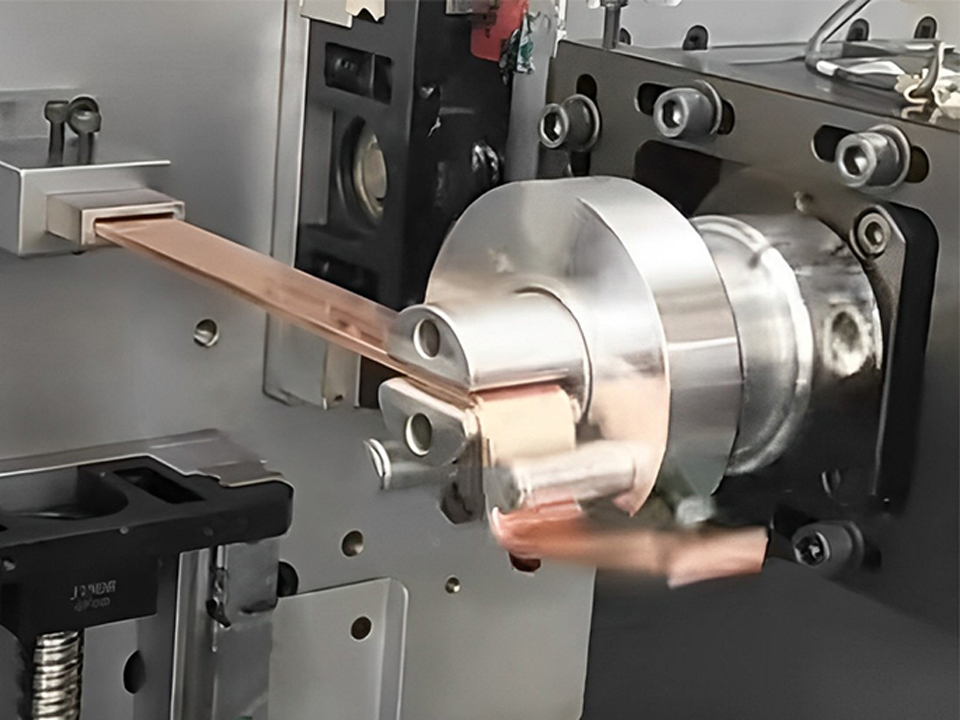
Bakır barası Bükme, güç ekipmanlarının üretiminde kilit öneme sahip bir işlemdir; bu işlemin doğruluğu, ekipmanın güvenliğini ve iletkenliğini doğrudan etkiler. Bu makale, endüstri standartlarını ve deneysel verileri bir araya getirerek bakır bükme işleminin ön hazırlığı, mekanik hesaplamalar, kalıp seçimi ve diğer 10 teknik noktayı sistematik olarak analiz etmekte ve parametre karşılaştırması yoluyla süreç optimizasyonunun yönünü ortaya koymaktadır.
1. Ön işlem ve malzeme
Boyutsal hata kontrolü Bakır baraların bükülmesinden önce uzunluk, genişlik ve kalınlığın doğru bir şekilde ölçülmesi gerekir; izin verilen hata ≤ 0,5 mm’dir (güç ekipmanı uygulamaları); bu değerin aşılması, temas bozukluğuna veya yerel aşırı ısınmaya yol açabilir.
yüzey işleme süreci Nötr bir temizlik maddesi kullanılarak yapılan ultrasonik temizlik, yağı giderebilir; zımpara kağıdı (400 mesh veya üzeri) ise oksit tabakasını parlatarak bükülme çatlakları riskini azaltabilir. Pirinç (akma mukavemeti 280 MPa), saf bakır baraya göre daha kolay bükülür; bu nedenle basıncı malzemeye göre ayarlamanız gerekir.
2. Bükme kuvveti ve alet seçimi
Basınç parametresinin hesaplanması 3 mm kalınlığındaki bakır sıralar için 4,5-7,5 ton basınç gereklidir; kalınlık ve basınç arasında pozitif bir korelasyon vardır (formül: basınç = kalınlık × 1,5-2,5 MPa).
Kalıp seçim kriterleri
Bakır baranın kalınlığı
Kalıp sertliği (HRC)
Önerilen kaynaklar
≤5 mm
50-55
Alaşımlı takım çeliği
>5 mm
55-60
Yüksek hız çeliği
CNC ekipmanlarının avantajları CNC bükme makinesinde programlama hatası ≤ 0,1°; verimlilik manuel işleme göre 3 kat daha yüksek; hurda oranı % oranında azalmıştır (bir otomotiv parçası üreticisi örneği).
3. Proses parametreleri ve kalite kontrolü
İç ve dış yuvarlatma oranı Dış filetin çatlamasını önlemek için iç filetin yarıçapı, baranın kalınlığının 1,5-2 katı olmalıdır (Örnek: 10 mm kalınlığındaki bakır baralar için R15-R20 önerilir).
Açılmış uzunluk hesaplaması Formül: Açılma uzunluğu = doğrusal boyutların toplamı + n×π×(iç R + dış R)/2 (n, bükülme sayısıdır); 45°’lik eğim açısı, aynı doğru üzerinde teoremini uygulayarak düzeltilmelidir.
Akım Yoğunluğu Seçimi
Mevcut Aralık
İzin Verilen Akım Yoğunluğu (A/mm²)
≤200 A
3-4
200-500 A
2-3
>1000A
0.8-1.2
4. Kusurların Önlenmesi, Kontrolü ve Tespiti
Yüzey kusurlarının belirlenmesi ( 1 mm’den uzun çatlaklar veya hasarlı kaplamaların yeniden işlenmesi gerekir; mikroskopla inceleme sayesinde mikron düzeyindeki hasarlar tespit edilebilir.
Güvenlik koruma şartnamesi Operatörlerin kesilmeye dayanıklı eldivenler (EN 388 standardı) ve koruyucu gözlükler (ANSI Z87.1 sertifikası) takması gerekmektedir; ayrıca hidrolik ekipmanlarda acil durdurma cihazı bulunmalıdır.
Sonuç
Bakır baraların bükülmesig, malzeme bilimi, mekanik hesaplamalar ve hassas üretim teknolojisini bir araya getirmelidir. Ön işleme sürecinin optimizasyonu, CNC ekipmanlarının kullanımı ve veriye dayalı parametre kontrolü sayesinde, bitmiş ürünün uygunluk oranını önemli ölçüde artırabilir.