Perlukan busbar tembaga atau aluminium tersuai untuk bateri kenderaan elektrik, sistem penyimpanan tenaga, pengagihan kuasa, atau peralatan elektrik industri? Pasukan kami menyediakan penyelesaian busbar berinsulasi, fleksibel, berlamina, berlapis, dan tidak berlapis dengan sokongan reka bentuk, panduan ujian, dan pembuatan yang boleh dipercayai untuk projek di Amerika Syarikat dan Eropah.
Bagaimana untuk mereka bentuk dan membina bar bus tembaga tersuai?
Pendahuluan
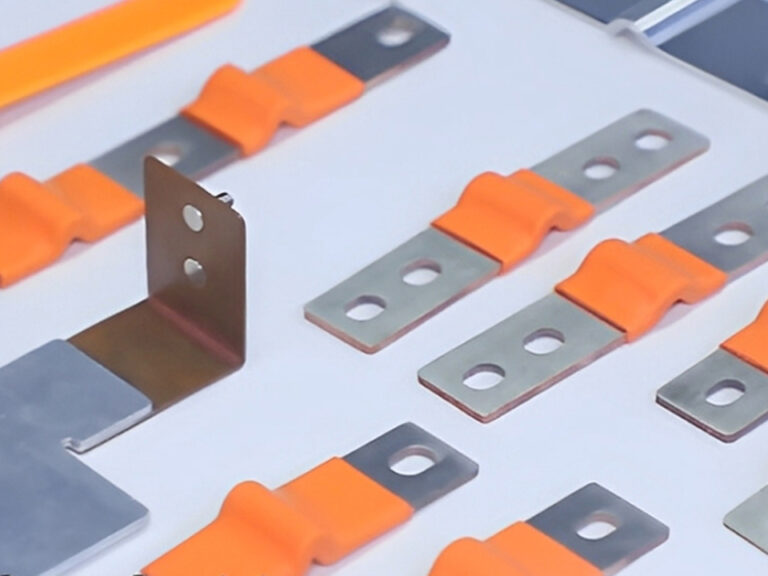
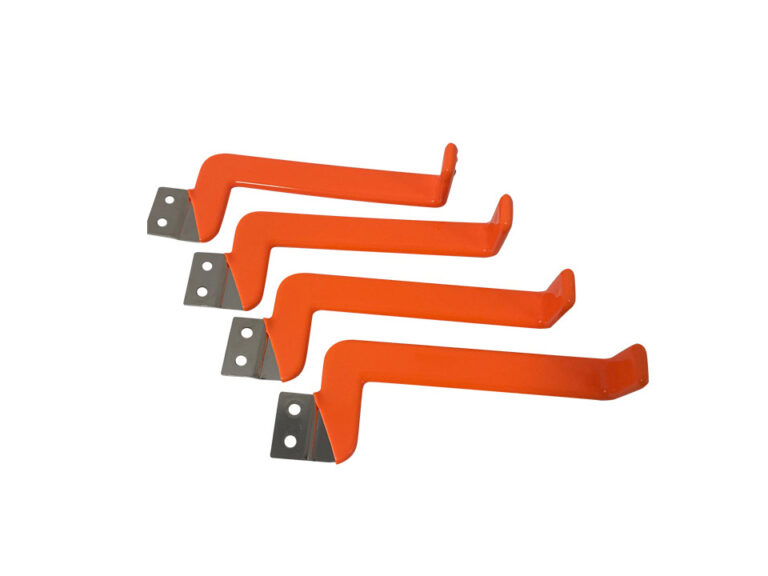
Sebagai elemen pengalir teras sistem litar, palang konduktor tembaga menjalankan fungsi utama penghantaran arus dan penyambungan peralatan. Sudut bulatnya direka untuk mengelakkan pelepasan tip, dan ia sesuai untuk sistem pengagihan kuasa voltan tinggi (contohnya, stesen pembukaan dan penutupan 10 kV) dan set peralatan lengkap voltan rendah. Konduktiviti, kekuatan mekanikal, dan ketahanan kakisan bar tembaga secara langsung mempengaruhi keselamatan dan kestabilan sistem elektrik.
Bagaimana reka bentuk palang pengagih kuasa tembaga?
a. Perancangan reka bentuk
Pembangunan program: berdasarkan lukisan reka bentuk dan arahan tugas pengeluaran untuk menentukan arah, saiz, dan bentuk lenturan bar bus, memberi keutamaan kepada penggunaan bar bus tembaga pendek yang tinggal untuk mengurangkan kos.
Pilihan bahan:
Bar bus utama: pilih spesifikasi (contohnya, tembaga ungu T2 atau kuningan H62) mengikut lukisan, dan bar bus cabang secara lalai menggunakan bahan yang sama dengan litar utama.
Penyetelan busbar: baris PE pada peranti pengagihan voltan rendah hendaklah memenuhi keperluan kapasiti penghantaran arus; keratan rentas busbar penyetelan voltan tinggi ≥ 30 mm² dan di atas garisan pintu ≥ 4 mm².
Pemeriksaan bahan: Periksa kemasan permukaan palang busbar tembaga untuk memastikan tiada retakan dan deformasi; periksa sijil pematuhan dan laporan bahan.
b. Alat dan peralatan
Alat yang diperlukan: mesin pemprosesan bar pengagih, kunci tork, mesin pengeboran, alat pemotong sarung penyusut haba.
Bahan tambahan: gris komposit kuasa, nat kunci, jeli petroleum anti-oksida (untuk pelinciran pada selekoh).
3. Bagaimana proses pengeluaran?
A. Spesifikasi teras
Jarak pengesahan elektrik dan jarak merayap: jarak pengesahan elektrik bagi suistegangan rendah ≥15mm, jarak merayap ≥20mm.
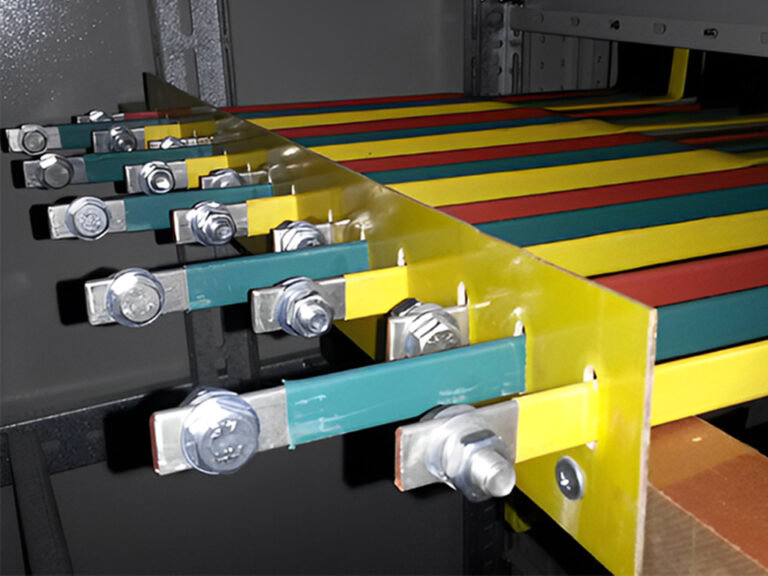
Susunan urutan fasa:
Sistem AC: susunan menegak ialah A (kuning), B (hijau) dan C (merah); susunan mendatar ialah A→C dari belakang cakera ke permukaan cakera.
Sistem DC: kutub positif di belakang/kiri, kutub negatif di hadapan/kanan.
B. Proses pengeluaran
Meluruskan dan memotong:
Luruskan dengan mesin pelaras busbar; lenturan menegak ≤ 2 mm/m, lenturan mendatar ≤ 3 mm/m, dan permukaan pemotongan rata serta bebas karat.
Diameter lubang yang ditindik hendaklah 0.5–1 mm lebih besar daripada bolt, dengan ralat jarak lubang ± 0.5 mm. 2.
Proses pembengkokan:
Elakkan lenturan sudut tegak; menggunakan proses lenturan sejuk, jejari lenturan minimum adalah mengikut ketebalan bar bus tembaga (contohnya, bar bus tembaga 50 × 5 mm mempunyai jejari lenturan rata ≥ 2 kali ketebalan).
Dipusingkan 90°, panjang bahagian yang dipusingkan hendaklah 2.5–5 kali lebar jalur pengagih arus.
Rawatan permukaan:
Permukaan sentuhan perlu dipoles untuk membuang lapisan oksida; pengurangan bahagian busbar tembaga ≤ 3%, busbar aluminium ≤ 5%. Permukaan lap hendaklah disapu dengan gris komposit kuasa.
Permukaan tumpang tindih yang dilapisi dengan gris komposit berkuasa dan permukaan yang dilapisi perak menghalang pengasahan.
Bagaimana pemasangan palang bus tembaga?
1. Sambungan palang pengagih dan peralatan
Penguncian bolt:
Gunakan kunci tork untuk mengetatkan mengikut piawaian (contohnya bolt M12 memerlukan 31.4–39.2 N-m); biarkan kepala nat terdedah sebanyak 2–3 ulir.
Pemasangan bolt secara mendatar dari bawah ke atas untuk mengelakkan pembentukan litar magnet tertutup.
Sambungan istimewa:
Terminal skru perlu menambah pencuci rata berlapis tembaga dan timah serta mengharamkan penggunaan pencuci pegas.
Sambungan tembaga dan aluminium perlu menggunakan plat peralihan dalam persekitaran lembap, dengan hujung tembaga disalut timah.
2. Rawatan Penyusutan Panas dan Penandaan
Salur pengecutan haba:
Pilih sarung mengikut warna fasa (kuning/hijau/merah); tiub bengkok perlu dipanaskan terlebih dahulu dan kemudian diluruskan, dengan pemanasan
suhu 600-650℃.
Lubang yang dipotong perlu diletakkan dengan sarung untuk mengelakkan calar pada palang busbar tembaga. .
Keperluan penandaan:
Garis sifar (N) dan garis bumi (PE) dilekatkan pelekat penanda Φ20/30mm; bar bus luar memerlukan perlindungan pengekalan haba.
3. Penerimaan pemasangan
Semakan ketepatan:
Kesilapan pemasangan menegak ≤2 mm bagi keseluruhan panjang ≤5 mm; kesilapan pemasangan mendatar ≤3 mm bagi keseluruhan panjang ≤10 mm.
Jarak antara titik sokongan adalah ≤2.5m, dan penebat dipasang tanpa beban tambahan.
Ujian keselamatan:
Rintangan ke tanah ≤ 0.1 Ω, rintangan sentuhan pada titik rentangan ≤ 1.2 kali rintangan palam busbar dengan panjang yang sama.
Ujian ketahanan voltan: sistem 10 kV perlu lulus ujian ketahanan voltan frekuensi industri 42 kV selama 1 minit.
Penanganan Senario Khas
Perlindungan kebakaran dan kalis hentakan: sekat kalis api hendaklah dipasang apabila menyeberangi dinding api, dan platform kalis air serta braket anti-getaran hendaklah dipasang di lantai.
Pelindung luar: apabila bar tembaga yang disalurkan ke bumi berada pada ketinggian melebihi 1.8 m dari tanah dalam poros bukan elektrik, adalah perlu memasang penutup pelindung.
Senario arus tinggi: jarak antara palang busbar tembaga selari ≥ ketebalan untuk mengelakkan kepanasan setempat.
Masalah Lazim dan Pengoptimuman
Kawalan deformasi: pemeriksaan keseragaman diperlukan untuk pembengkokan bar bus berbilang bahagian bagi mengelakkan tekanan pemasangan.
Langkah-langkah anti-karat: rawatan salutan timah atau perak pada permukaan sentuhan; braket menggunakan proses galvanisasi celup panas.
Penggunaan semula sisa: busbar tembaga pendek diutamakan untuk litar cabang bagi mengurangkan pembaziran bahan.
Melalui langkah-langkah di atas, anda boleh menyempurnakan keseluruhan proses secara sistematik daripada reka bentuk hingga pemasangan palang konduktor tembaga, Mengambil kira prestasi elektrik dan estetika proses. Dalam praktiknya, kita perlu mematuhi piawaian industri (seperti GB5585.1 dan GB7251) dengan ketat dan menyesuaikan diri secara fleksibel mengikut persekitaran tapak.