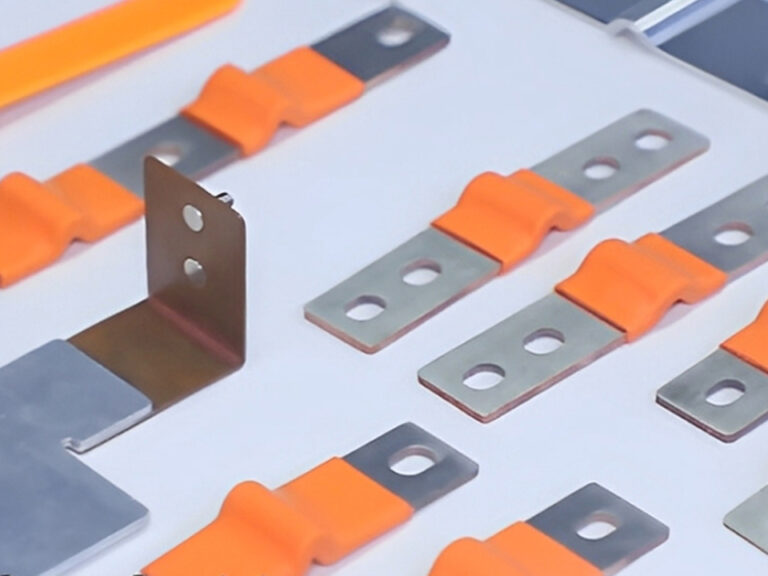
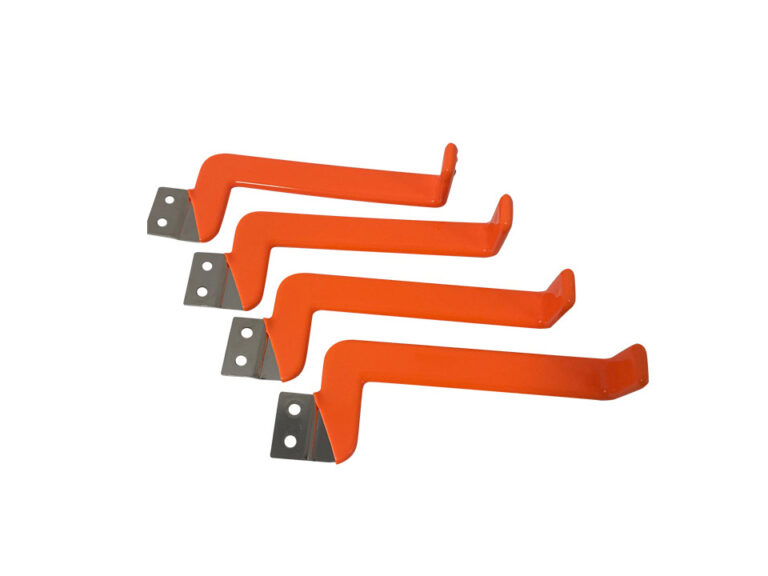
Nos cenários de aplicação de alta corrente dos veículos movidos a energias alternativas, das redes inteligentes e das energias renováveis, barras condutoras de cobre estanhado tornaram-se a primeira escolha para componentes condutores essenciais devido à sua excelente condutividade, resistência à corrosão e estabilidade do processo. Neste artigo, analisamos em profundidade as três etapas principais do processo de estanhagem, combinando dados experimentais fidedignos e casos de aplicação na indústria, para demonstrar sistematicamente a sua otimização em termos de condutividade elétrica, proteção antioxidante e fiabilidade de soldadura, com vista a reforçar as cinco dimensões das vantagens tecnológicas do projeto de engenharia e a seleção de uma base científica.
Quais são os processos de fabrico das barras condutoras de cobre estanhadas?
1. Modernização do sistema de pré-tratamento
De acordo com os requisitos da norma [GB/T 5585.1-2018], o material de base das barras condutoras de cobre deve ser cobre de grau T2 (teor de cobre + prata ≥ 99,9%). O moderno processo de pré-tratamento rompe com o método tradicional de polimento físico e adota um método de tratamento químico em três fases:
- Desengorduramento alcalino: utilização de uma solução de NaOH com pH ≥ 12 (concentração de 50 g/L) para remover óleo e gordura da superfície; a temperatura é mantida entre 60 e 80 ℃.
- choque ultrassónico: ondas ultrassónicas de alta frequência a 40 kHz para remover partículas de poluentes com dimensões da ordem dos mícrons
- Ativação por decapagem: utiliza-se uma solução de ácido sulfúrico 10% para remover a camada de óxido e, simultaneamente, formar uma superfície ativa.
Este processo reduz a rugosidade superficial das barras condutoras de cobre dos 2,5 μm iniciais para 0,8 μm, o que melhora significativamente a aderência da camada de revestimento (ver Tabela 1).
2. Regulação inteligente dos parâmetros de galvanização
Introdução inovadora da tecnologia de galvanização por impulsos, através de variações periódicas da corrente (frequência de 100 Hz, ciclo de trabalho de 30%), para obter uma camada de galvanização densa. Em comparação com o revestimento tradicional em corrente contínua, a porosidade da camada de estanho é reduzida em 62% e a uniformidade da espessura é melhorada para ±1,5 μm (ver Tabela 1). Os parâmetros-chave incluem:
- Concentração de iões de estanho: 25-40 g/L
- Densidade de corrente: 1,5-3 A/dm²
- Temperatura da solução de galvanização: 20-35 °C
3. Inovações tecnológicas pós-tratamento
É adotado um processo de dupla proteção:
- Tratamento de vedação à escala nanométrica: utilização de um agente protetor à base de silicone para preencher os poros microscópicos.
- Passivação antioxidante: forma-se uma camada protetora com capacidade de autorreparação através de uma película de conversão de cromato.

Quais são as vantagens das barras condutoras de cobre estanhadas?
1. Otimização da condutividade elétrica
| Métricas | Cobre nu | Cobre estanhado | Melhoria |
|---|---|---|---|
| Resistência de contacto (μΩ) | 12.3 | 8.7 | 29,31 TP3T↓ |
| Capacidade de carga (A/mm²) | 2.5 | 3.2 | 28%↑ |
Embora a camada de estanhagem reduza a condutividade global em cerca de 5%, a condutividade do óxido de estanho (SnO₂) na sua superfície é 18 vezes superior à do óxido de cobre (CuO), o que garante uma condutividade estável durante a utilização a longo prazo.
2. Proteção duradoura contra a oxidação
Comparação através do ensaio de névoa salina de 168 horas:
- Barra condutora de cobre nu: 72 horas de ferrugem verde, 168 horas de área de corrosão > 30%.
- Cobre estanhado: 480 horas sem corrosão visível, taxa de corrosão a 1000 horas <3%.
3. Avanço na fiabilidade da soldadura
Em comparação com o estanho brilhante (Ra = 0,3 μm), o revestimento de estanho mate (rugosidade superficial Ra = 1,2 μm) aumentou a resistência de soldadura do 40%. Quando se utiliza solda Sn96,5/Ag3,0/Cu0,5, a resistência ao cisalhamento da junta de solda atinge 58 MPa, excedendo largamente os 45 MPa exigidos pela norma IEC.
4. Melhor dissipação de calor
A condutividade térmica da camada estanhada atinge os 67 W/m·K e, graças ao desenho especial do padrão, a eficiência da dissipação de calor pode ser aumentada em 22%. Sob uma corrente contínua de 200 A, o aumento de temperatura da barra condutora de cobre estanhado é 18 ℃ inferior ao da barra condutora de cobre nu.
5. Benefícios ambientais e económicos
| Projeto | Processo tradicional | Processo inovador |
|---|---|---|
| Consumo de estanho (g/m²) | 85 | 62 |
| Custo do tratamento de águas residuais | $1,4/m | $0,5/m |
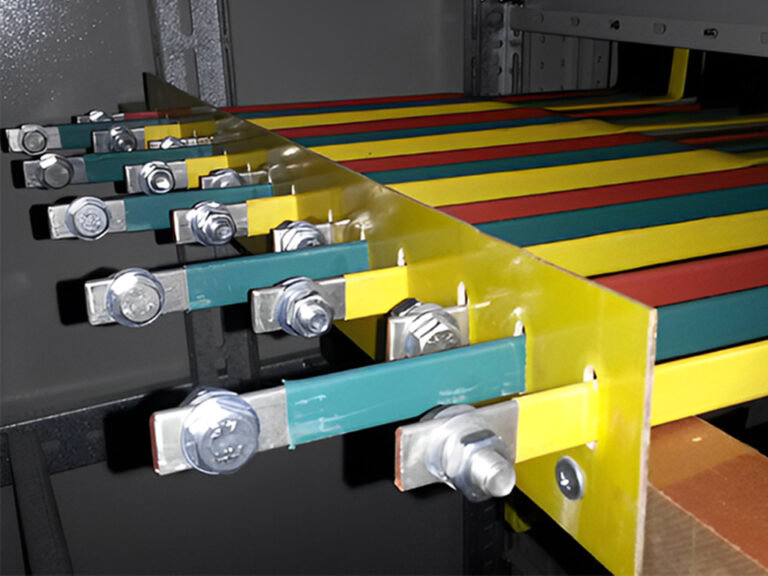
O que é a aplicação?
A. Setor dos veículos de energia nova
Na arquitetura da plataforma de alta tensão de 800 V, as barras condutoras de cobre estanhado tornaram-se o padrão para a ligação dos módulos do conjunto de baterias. O sistema de baterias Tesla 4680 adota um design com uma camada ultrafina de 0,15 mm de estanhado, o que aumenta a densidade energética em 16%.
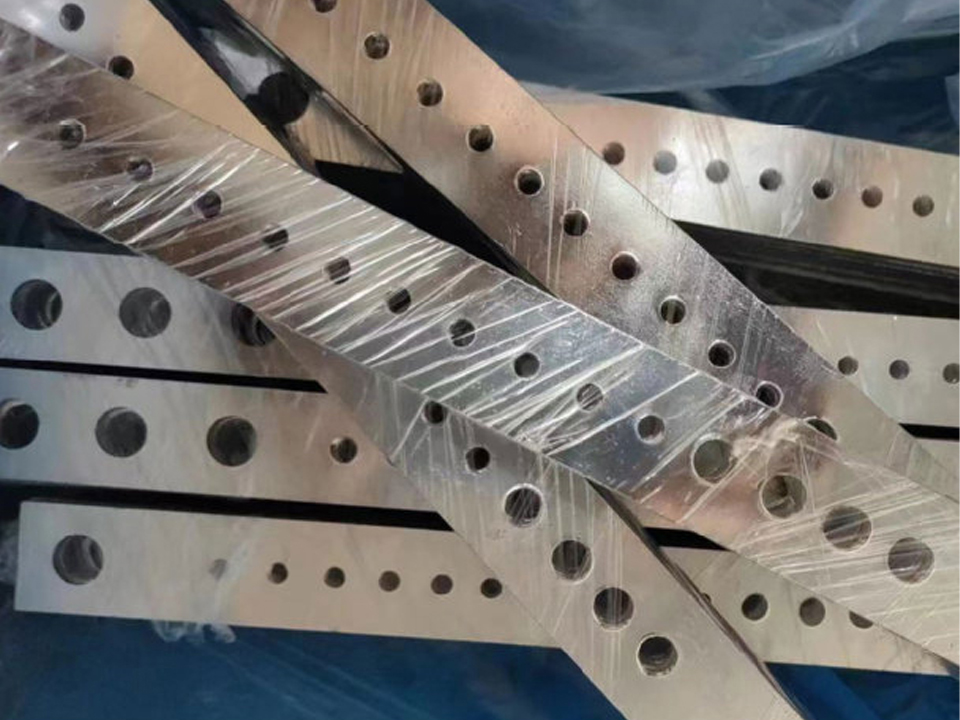
B. Normas internacionais
A norma IEC 61238-1:2018 introduz uma nova especificação para o ensaio da espessura da camada estanhada, exigindo um revestimento ≥8 μm em áreas críticas e uma cobertura das arestas conforme a norma 95%.
Como é o diagrama de fluxo do processo?
Preparação da barra condutora de cobre → desengorduramento alcalino (60 ℃/10 min) → ativação da decapagem (10%H₂SO₄/2 min)
↓
Banho de estanhagem (Sn²⁺ 30 g/L, 25 ℃) → Estanhagem por impulsos (2 A/dm², 15 min)
↓
Passivação com cromato (50 ℃/30 s) → Secagem com ar quente (80 ℃/5 min)
Conclusão
Barras condutoras de cobre estanhado, Através da inovação de processos para alcançar avanços significativos no desempenho, apresentam uma maior estabilidade de condutividade do que as barras condutoras de cobre nu, melhorando o 28% e a resistência à corrosão, com uma vida útil prolongada em mais de 5 vezes. Com outras empresas líderes a continuarem a promover a investigação e o desenvolvimento de novas tecnologias, como o nano-revestimento e as ligas gradientes, as barras condutoras de cobre estanhado irão assumir um papel cada vez mais importante nas redes inteligentes, nos centros de dados e noutras áreas emergentes. Recomenda-se que as unidades de projeto dêem prioridade à utilização de produtos estanhados que cumpram a norma IEC 61238 e garantam fiabilidade a longo prazo através de ensaios regulares de névoa salina (consultar a norma ASTM B117).