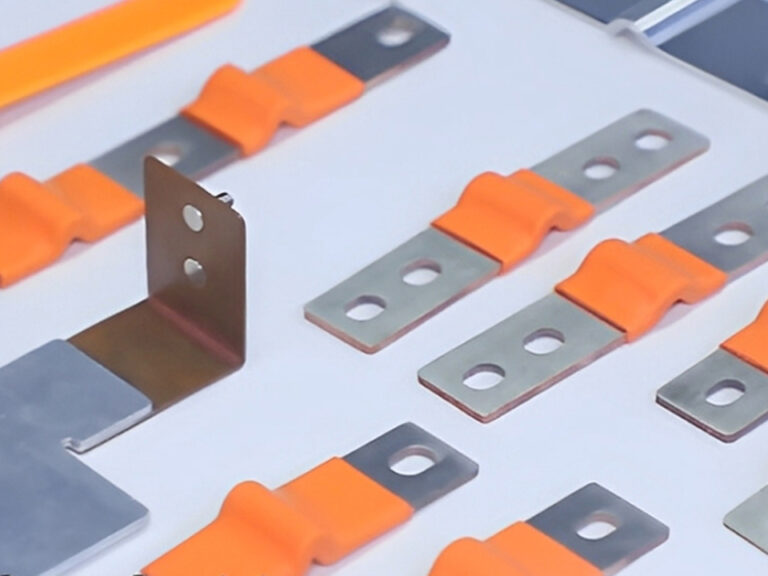
In den Hochstromanwendungen von Fahrzeugen mit alternativen Antrieben, intelligenten Stromnetzen und erneuerbaren Energien, verzinnten Kupferschienen sind aufgrund ihrer hervorragenden Leitfähigkeit, Korrosionsbeständigkeit und Prozessstabilität zur ersten Wahl für wichtige leitfähige Bauteile geworden. In diesem Beitrag analysieren wir die drei Kernschritte des Verzinnungsprozesses eingehend und stützen uns dabei auf fundierte experimentelle Daten sowie Anwendungsbeispiele aus der Industrie, um systematisch die Optimierung der elektrischen Leitfähigkeit, des Korrosionsschutzes und der Schweißzuverlässigkeit aufzuzeigen und so die fünf Dimensionen der technologischen Vorteile bei der technischen Konstruktion und Auswahl auf eine wissenschaftliche Grundlage zu stellen.
Wie werden verzinnte Kupferschienen hergestellt?
1. Modernisierung des Vorbehandlungssystems
Gemäß den Anforderungen der Norm [GB/T 5585.1-2018] sollte das Grundmaterial von Kupferschienen Kupfer der Güteklasse T2 sein (Kupfer- und Silbergehalt ≥ 99,9%). Das moderne Vorbehandlungsverfahren bricht mit der traditionellen physikalischen Poliermethode und wendet stattdessen ein dreistufiges chemisches Behandlungsverfahren an:
- Alkalische Entfettung: Zur Entfernung von Öl und Fett von Oberflächen wird eine NaOH-Lösung mit einem pH-Wert von ≥ 12 (Konzentration 50 g/l) verwendet; die Temperatur wird auf 60–80 ℃ geregelt.
- Ultraschallbehandlung: Hochfrequente Ultraschallwellen mit 40 kHz zur Entfernung von Schadstoffpartikeln im Mikrometerbereich
- Aktivierung durch Beizen: Mit einer 10%-Schwefelsäurelösung wird die Oxidschicht entfernt und gleichzeitig eine aktive Oberfläche gebildet.
Durch diesen Prozess wird die Oberflächenrauheit der Kupferschienen von ursprünglich 2,5 μm auf 0,8 μm reduziert, was die Haftung der Beschichtung deutlich verbessert (siehe Tabelle 1).
2. Intelligente Regelung der Beschichtungsparameter
Innovative Einführung der Impulsbeschichtungstechnologie durch periodische Stromschwankungen (Frequenz 100 Hz, Tastverhältnis 30%) zur Erzielung einer dichten Beschichtungsschicht. Im Vergleich zur herkömmlichen Gleichstrombeschichtung wird die Porosität der Zinnschicht um 62% reduziert und die Gleichmäßigkeit der Schichtdicke auf ±1,5 μm verbessert (siehe Tabelle 1). Zu den wichtigsten Parametern gehören:
- Zinnionenkonzentration: 25–40 g/l
- Stromdichte: 1,5–3 A/dm²
- Temperatur der Galvanisierungslösung: 20–35 °C
3. Technologische Innovationen im Bereich der Nachbehandlung
Es wird ein zweistufiges Schutzverfahren angewendet:
- Versiegelung im Nanobereich: Das Verfüllen der mikroskopisch kleinen Poren mit einem silikonhaltigen Schutzmittel.
- Antioxidative Passivierung: Durch einen Chromat-Konversionsfilm bildet sich eine selbstreparierende Schutzschicht.

Was sind die Vorteile von verzinnten Kupferschienen?
1. Optimierung der elektrischen Leitfähigkeit
| Kennzahlen | Blankes Kupfer | Verzinnte Kupfer | Verbesserung |
|---|---|---|---|
| Kontaktwiderstand (μΩ) | 12.3 | 8.7 | 29,31 TP3T↓ |
| Belastbarkeit (A/mm²) | 2.5 | 3.2 | 28%↑ |
Obwohl die Zinnbeschichtung die Gesamtleitfähigkeit um etwa 5% verringert, ist die Leitfähigkeit von Zinnoxid (SnO₂) an ihrer Oberfläche 18-mal höher als die von Kupferoxid (CuO), wodurch auch bei langfristiger Nutzung eine stabile Leitfähigkeit gewährleistet bleibt.
2. Lang anhaltender Schutz vor Oxidation
Vergleich anhand eines 168-stündigen Salznebel-Tests:
- Blanke Kupferschiene: 72 Stunden Grünrost, 168 Stunden Korrosionsfläche > 30%.
- Verzinnte Kupferlegierung: 480 Stunden ohne sichtbare Korrosion, Korrosionsrate nach 1000 Stunden <3%.
3. Durchbruch bei der Lötzuverlässigkeit
Bei einer matten Verzinnung (Oberflächenrauheit Ra = 1,2 μm) im Vergleich zu einer glänzenden Verzinnung (Ra = 0,3 μm) stieg die Schweißfestigkeit bei 40% an. Bei Verwendung des Lötzinns Sn96,5/Ag3,0/Cu0,5 erreicht die Scherfestigkeit der Lötstelle 58 MPa und übertrifft damit bei weitem die von der IEC-Norm geforderten 45 MPa.
4. Verbesserte Wärmeableitung
Die Wärmeleitfähigkeit der verzinnten Schicht erreicht 67 W/m·K, und dank des speziellen Musterdesigns lässt sich die Wärmeableitungseffizienz um 22% steigern. Bei einem Dauerstrom von 200 A ist der Temperaturanstieg bei einer verzinnten Kupferstromschiene um 18 °C geringer als bei einer blanken Kupferstromschiene.
5. Ökologische und wirtschaftliche Vorteile
| Projekt | Herkömmliches Verfahren | Innovativer Prozess |
|---|---|---|
| Zinnverbrauch (g/m²) | 85 | 62 |
| Kosten der Abwasserbehandlung | $1,4/m | $0,5/m |
Was ist die Anwendung?
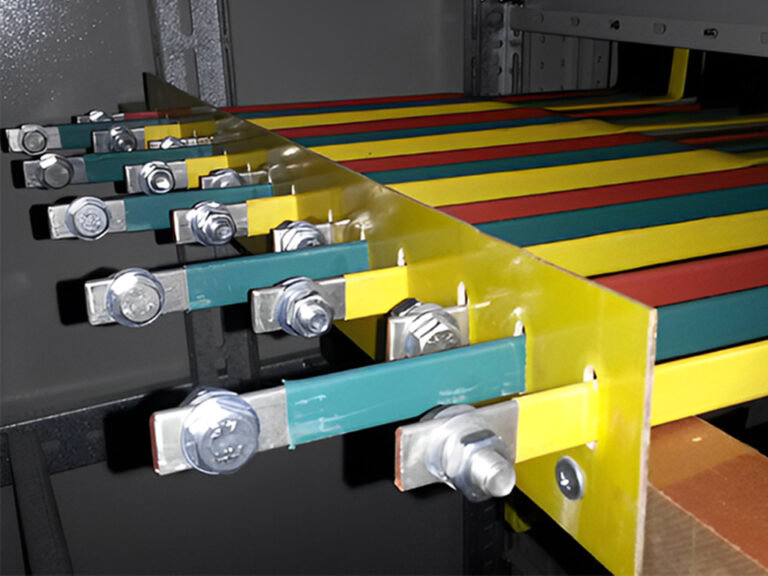
A. Bereich der Fahrzeuge mit alternativen Antrieben
In der 800-V-Hochspannungsplattformarchitektur haben sich verzinnte Kupferstromschienen als Standard für den Anschluss von Batteriemodulen durchgesetzt. Das Tesla-4680-Batteriesystem verfügt über eine ultradünne, 0,15 mm starke Zinnschicht, wodurch die Energiedichte um 16% erhöht wird.
B. Internationale Standards
Die Norm IEC 61238-1:2018 enthält eine neue Spezifikation für die Prüfung der Dicke der Verzinnung, wonach in kritischen Bereichen eine Beschichtungsdicke von ≥ 8 μm sowie eine Kantenabdeckung gemäß 95% vorgeschrieben ist.
Wie sieht das Prozessablaufdiagramm aus?
Vorbereitung der Kupferschiene → alkalische Entfettung (60 °C/10 min) → Beizaktivierung (10%H₂SO₄/2 min)
↓
Zinnbeschichtungsbad (Sn²⁺ 30 g/l, 25 °C) → Impulsbeschichtung (2 A/dm², 15 min)
↓
Chromat-Passivierung (50 °C/30 s) → Heißlufttrocknung (80 °C/5 min)
Fazit
Verzinnte Kupferschienen, Durch Prozessinnovationen werden Leistungsdurchbrüche erzielt; sie weisen eine höhere Leitfähigkeitsstabilität als blanke Kupferschienen auf, wodurch die Lebensdauer von 28% verbessert und die Korrosionsbeständigkeit um mehr als das Fünffache verlängert wird. Da andere führende Unternehmen die Forschung und Entwicklung im Bereich Nanobeschichtung, Gradientenlegierungen und anderer neuer Technologien weiter vorantreiben, werden verzinnten Kupferschienen im Smart Grid, in Rechenzentren und anderen aufstrebenden Bereichen eine immer größere Bedeutung zukommen. Es wird empfohlen, dass Planungsbüros vorrangig verzinnten Produkten den Vorzug geben, die der Norm IEC 61238 entsprechen und durch regelmäßige Salznebelprüfungen (siehe ASTM B117) eine langfristige Zuverlässigkeit gewährleisten.