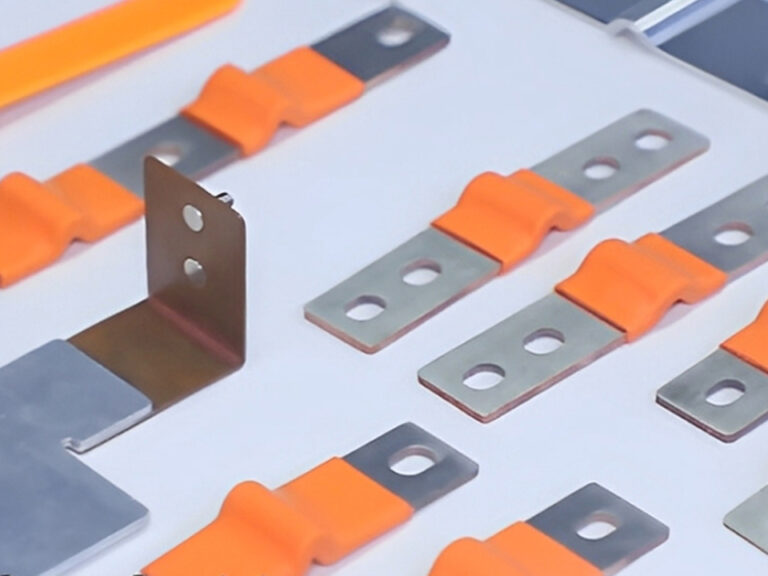
In toepassingen met hoge stroomsterkte, zoals nieuwe energievoertuigen, slimme elektriciteitsnetten en hernieuwbare energie, verzinkte koperen stroomrails zijn uitgegroeid tot de eerste keuze voor belangrijke geleidende componenten dankzij hun uitstekende geleidbaarheid, corrosiebestendigheid en processtabiliteit. In dit artikel analyseren we de drie kernstappen van het vertinningsproces grondig, in combinatie met gezaghebbende experimentele gegevens en praktijkvoorbeelden uit de industrie, om systematisch aan te tonen hoe dit proces de elektrische geleidbaarheid, de bescherming tegen oxidatie en de lasbetrouwbaarheid optimaliseert, teneinde de vijf dimensies van de technologische voordelen van het technische ontwerp en de selectie van een wetenschappelijke basis te versterken.
Wat is het productieproces van vertinde koperen stroomrails?
1. Modernisering van het voorbehandelingssysteem
Volgens de norm [GB/T 5585.1-2018] moet het basismateriaal van koperen stroomrails bestaan uit koper van de T2-kwaliteit (koper- en zilvergehalte ≥ 99,9%). Het moderne voorbehandelingsproces doorbreekt de traditionele fysieke polijstmethode en maakt gebruik van een chemische behandelingsmethode in drie fasen:
- Alkalisch ontvetten: met behulp van een NaOH-oplossing met een pH ≥ 12 (concentratie 50 g/l) om olie en vet van het oppervlak te verwijderen; de temperatuur wordt geregeld tussen 60 en 80 ℃.
- ultrasone schok: hoogfrequente ultrasone golven van 40 kHz om verontreinigende deeltjes ter grootte van microns te verwijderen
- Activering door beitsen: Er wordt een 10%-zwavelzuuroplossing gebruikt om de oxidelaag te verwijderen en tegelijkertijd een actief oppervlak te vormen.
Dit proces vermindert de oppervlakteruwheid van koperen stroomrails van de oorspronkelijke 2,5 μm tot 0,8 μm, waardoor de hechting van de galvanische laag aanzienlijk wordt verbeterd (zie tabel 1).
2. Intelligente regeling van de galvanisatieparameters
Innovatieve toepassing van pulsgalvanisatietechnologie, waarbij door periodieke stroomveranderingen (frequentie 100 Hz, duty cycle 30%) een dichte galvanisatielaag wordt verkregen. In vergelijking met traditioneel gelijkstroomplateren is de porositeit van de tinlaag met 62% verminderd en is de dikte-uniformiteit verbeterd tot ±1,5 μm (zie tabel 1). Belangrijke parameters zijn onder meer:
- Concentratie aan tinionen: 25-40 g/L
- Stroomdichtheid: 1,5-3 A/dm²
- Temperatuur van de galvanisatieoplossing: 20-35 °C
3. Technologische innovaties na de behandeling
Er wordt een proces met dubbele beveiliging toegepast:
- Afdichtingsbehandeling op nanoschaal: het opvullen van de microscopisch kleine poriën met een siliconenhoudend beschermingsmiddel.
- Passivering met antioxidanten: er wordt een zelfherstellende beschermlaag gevormd door een chromaatconversielaag.

Wat zijn de voordelen van een vertinde koperen stroomrail?
1. Optimalisatie van de elektrische geleidbaarheid
| Kengetallen | Blot koper | Verzinkt koper | Verbetering |
|---|---|---|---|
| Contactweerstand (μΩ) | 12.3 | 8.7 | 29,31 TP3T↓ |
| Belastbaarheid (A/mm²) | 2.5 | 3.2 | 28%↑ |
Hoewel de vertinlaag de totale geleidbaarheid met ongeveer 5% vermindert, is de geleidbaarheid van tinoxide (SnO₂) op het oppervlak 18 keer hoger dan die van koperoxide (CuO), waardoor de geleidbaarheid bij langdurig gebruik stabiel blijft.
2. Langdurige bescherming tegen oxidatie
Vergelijking op basis van een zoutsproeitest van 168 uur:
- Onbeklede koperen stroomrail: 72 uur groene roest, 168 uur corrosiegebied > 30%.
- Vertind koper: 480 uur zonder zichtbare corrosie, corrosiesnelheid <3% na 1000 uur.
3. Doorbraak op het gebied van soldeerbetrouwbaarheid
Bij matte vertinning (oppervlakte-ruwheid Ra = 1,2 μm) in vergelijking met glanzende vertinning (Ra = 0,3 μm) nam de lassterkte toe met 40%. Bij gebruik van Sn96,5/Ag3,0/Cu0,5-soldeer bedraagt de afschuifsterkte van de soldeerverbinding 58 MPa, wat ruimschoots hoger is dan de 45 MPa die de IEC-norm voorschrijft.
4. Verbeterde warmteafvoer
De warmtegeleidbaarheid van de vertinde laag bedraagt 67 W/m·K, en dankzij het speciale patroonontwerp kan de warmteafvoer met 22% worden verhoogd. Bij een continue stroom van 200 A is de temperatuurstijging van een vertinde koperen busbar 18 ℃ lager dan die van een onvertinde koperen busbar.
5. Milieu- en economische voordelen
| Project | Traditioneel proces | Innovatief proces |
|---|---|---|
| Tinverbruik (g/m²) | 85 | 62 |
| Kosten voor afvalwaterzuivering | $1,4/m | $0,5/m |
Wat is de applicatie?
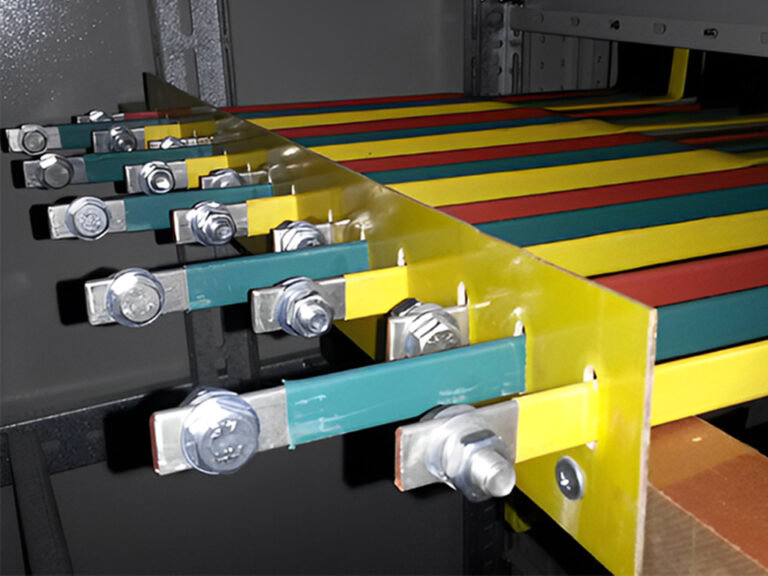
A. Sector nieuwe energievoertuigen
In de architectuur van het 800V-hoogspanningsplatform zijn vertinde koperen stroomrails de standaard geworden voor de aansluiting van batterijpakketmodules. Het Tesla 4680-batterijsysteem maakt gebruik van een ultradunne vertinde laag van 0,15 mm, waardoor de energiedichtheid met 16% toeneemt.
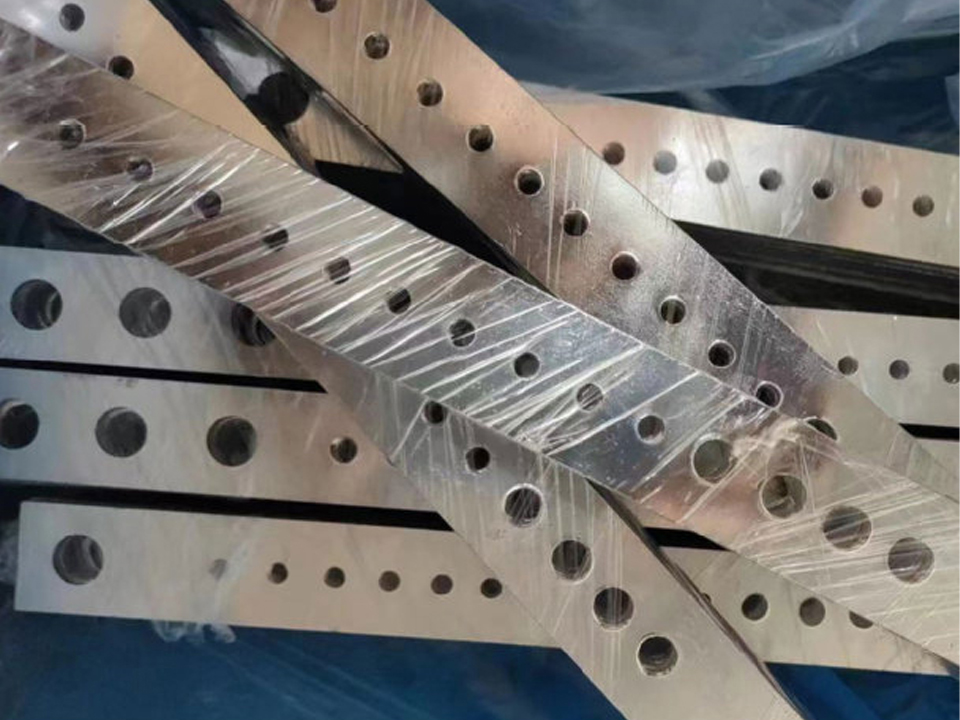
B. Internationale normen
IEC 61238-1:2018 voegt een nieuwe specificatie toe voor het testen van de dikte van de vertinde laag, waarbij een vertinning van ≥8 μm in kritieke gebieden en een randbedekking volgens 95% vereist is.
Hoe ziet het processtroomdiagram eruit?
Voorbereiding van koperen stroomrails → alkalisch ontvetten (60 ℃/10 min) → activeren door beitsen (10%H₂SO₄/2 min)
↓
Vertinbad (Sn²⁺ 30 g/l, 25 °C) → Pulsplateren (2 A/dm², 15 min)
↓
Chromaatpassivering (50 ℃/30 s) → Drogen met hete lucht (80 ℃/5 min)
Conclusie
Vertinde koperen stroomrails, Door middel van procesinnovatie worden prestatiedoorbraken gerealiseerd; deze busbars hebben een hogere geleidingsstabiliteit dan onbeklede koperen busbars, waardoor de levensduur van 28% wordt verbeterd en de corrosiebestendigheid meer dan vijf keer zo lang is. Nu andere toonaangevende ondernemingen het onderzoek en de ontwikkeling van nanobekleding, gradiëntlegeringen en andere nieuwe technologieën blijven stimuleren, zullen vertinde koperen stroomrails een grotere rol gaan spelen in het slimme elektriciteitsnet, datacenters en andere opkomende sectoren. Het wordt aanbevolen dat ontwerpbureaus prioriteit geven aan het gebruik van vertinde producten die voldoen aan de IEC 61238-norm en die langdurige betrouwbaarheid garanderen door middel van regelmatige zoutsproeitests (zie ASTM B117).